Продукция машиностроения
Арматура промышленная трубопроводная

Оборудование сварочное

Металлообрабатывающие станки


Станок ориентирован на предприятия малого и среднего бизнеса, с большим разнообразием обрабатываемых деталей по форме и обрабатываемым материалам и имеющие ограниченные возможности по производственной площади, при отсутствии магистралей оборотной холодной технической воды и сжатого воздуха.
Приоритетные области использования станка: ювелирное производство, геральдика, инструментальное производство (пресс-формы, пуансоны), детали точного приборостроения и медицинского инструмента.
В станке заложены самые передовые технические решения в области прецизионной электрохимической обработки, что позволяет обрабатывать с обеспечением высоких технологических показателей детали из широкого спектра металлов и сплавов, включая титановые, жаропрочные сплавы, металлокерамику (сплавы ВК, ТК) и наноструктурированные материалы в однокомпонентном электролите (8% водный раствор нейтральной соли NaNO3).
Станок может применяться в различных отраслях промышленности для изготовления деталей с площадью одновременно обрабатываемой поверхности до 7 см², к которым предъявляются повышенные требования по точности (0,02 мм и менее) и качеству поверхностного слоя (Ra 0,1 мкм и менее, отсутствие зоны термического влияния) или которые имеют ажурную конструкцию, не допускающую механического контакта с инструментом.
Технические характеристики серии станков ЕТ500
Наименование модели ЕТ500 ЕТ500L
Параметр Значение Значение
Размеры рабочей поверхности стола, мм 250×250 250×250
Предельные размеры заготовки (Д×Ш×В), мм 150×150×100 150×150×200
Количество управляемых координат 1 (Z) 1 (Z)
Максимальные координатные перемещения, мм 50 50
Максимальное расстояние от торца пиноли до стола, мм 150 250
Скорость быстрых перемещений, мм/мин 200 200
Скорость рабочих перемещений, мм/мин 0,001…1 0,001…1
Точность отсчёта перемещений по оси Z, мм 0,001 0,001
Максимальный ток в импульсе, А 500 500
Максимальный вес заготовки, кг 10 10
Максимальная масса электрода-инструмента, кг 1 1
Площадь, занимаемая станком, м² 4,2 4,2

Станки могут применяться в различных отраслях промышленности для изготовления инструмента, штампов, пресс-форм, литейных форм, а также деталей машин, приборов, медицинской техники с площадью одновременно обрабатываемой поверхности до 15 см² к которым предъявляются повышенные требования по точности и качеству поверхностного слоя.
Станки позволяют обрабатывать детали с погрешностью 0,01 мм и менее с обеспечением шероховатости поверхности по параметру Ra<0,05 мкм.
Технические характеристики станка ЕТ1000
Параметр Значение
Размеры рабочей поверхности стола, мм 320x320
Предельные размеры заготовки (Д×Ш×В), мм 220x220x150
Количество управляемых координат 1 (Z)
Максимальные координатные перемещения, мм 150
Максимальное расстояние от торца пиноли до стола, мм 250
Скорость быстрых перемещений, мм/мин 300
Скорость рабочих перемещений, мм/мин 0,001…1
Точность отсчёта перемещений по оси Z, мм 0,001
Максимальный ток в импульсе, А 500/1000
Максимальный вес заготовки, кг 25
Максимальная масса электрода-инструмента, кг 5
Площадь, занимаемая станком, м² 5,6

Станок может применяться в различных отраслях промышленности для изготовления инструмента, штампов, пресс-форм, литейных форм, а также деталей машин, приборов, медицинской техники с площадью одновременно обрабатываемой поверхности до 45 см², к которым предъявляются повышенные требования по точности и качеству поверхностного слоя.
Станок позволяет обрабатывать детали с погрешностью 0,01 мм и менее с обеспечением шероховатости поверхности по параметру Ra<0,05 мкм.
Технические характеристики серии станков ЕТ3000
Параметр Значение
Размеры рабочей поверхности стола, мм 450×400
Предельные размеры заготовки (Д×Ш×В), мм 350×300×250
Количество управляемых координат 1(Z)
Максимальные координатные перемещения, мм 250
Максимальное расстояние от торца пиноли до стола,мм 300
Скорость быстрых перемещений, мм/мин 300
Скорость рабочих перемещений, мм/мин 0,001…1
Точность отсчёта перемещений по оси Z,мм 0,001
Максимальный ток в импульсе, А 3000
Максимальный вес заготовки, кг 75
Максимальная масса электрода-инструмента, кг 7,5
Площадь, занимаемая станком, м² 6,7

Назначение: прецизионная двусторонняя круговая обработка профиля, полок и кромок лопаток ГТД из жаропрочных сталей, титановых сплавов и интерметаллидов площадью до 40 см2 на сторону.
Основные преимущества
Обработка на межэлектродных зазорах 5…20 мкм, и, как следствие, высокая точность копирования. Малое отклонение формируемых поверхностей от эквидистанты к электроду обеспечивает упрощение проектирования электродов, уменьшает, либо полностью исключает технологические итерации по определению рабочего профиля электродов-инструментов
Одновременная обработка всех поверхностей аэродинамического тракта - обработка лопаток «по кругу» - (спинка, корыто, кромки, призамковая полка, галтели)
высокая производительность обработки (до 0,7 мм/мин)
финишное качество поверхности (Ra 0,4…0,1 мкм)
имеется микросекундный биполярный режимы работы с вибрацией электрода-инструмента, импульсно-циклический и с постоянной подачей на постоянном токе
источник питания станка ЕТ способен работать в диапазоне токов от 1А до 8000А. Источник питания обеспечивает на нагрузке импульсы микросекундной длительности во всем диапазоне токов
источник питания станка ЕТ имеет автономное воздушное охлаждение
режимы работы станка и источника питания переключаются по программе от системы CNC
механическая система станка имеет повышенную жесткость (для реализации вибро-ЭХО) и высокую стабильность(<2мкм) амплитуды вибрации ЭИ
система подготовки и регенерации электролита автономна и имеет замкнутый цикл работы. Включает пресс-фильтр, обеспечивающий очистку электролита от шлама, систему термостабилизации электролита, системы контроля кислотности pH
имеется подсистема подготовки электролита и удаления ионов Cr6+


CTX 310 ecoline
Современный токарный станок с ЧПУ должен быть производительным, гибким и простым в управлении. Все эти характеристики объединили в себе модели серии CTX ecoline. Обработка детали производится посредством револьверной головки, а также за счет современной технологии привода с ускоренным ходом 30 м/мин. Дизайн станка при этом обеспечивает хороший обзор при управлении.
Ключевые аспекты
- Высокая мощность шпинделя / крутящий момент до 166,5 Нм
- Скорость ускоренного хода 30 м/мин по всем осям
- Револьвер с сервоприводом со временем смены инструмента
1,4 секунды - Наибольший диаметр прохода прутка
- Автоматически перемещаемая задняя бабка
- Технология управления 3D: 15" DMG MORI SLIMline® с Operate 4.5 на SIEMENS 840D solutionline
- DMG MORI SMARTkey®
- DMG MORI Netservice

CTX 510 ecoline
Современный токарный станок с ЧПУ должен быть производительным, гибким и простым в управлении. Все эти характеристики объединили в себе модели серии CTX ecoline. Обработка детали производится посредством револьверной головки, а также за счет современной технологии привода с ускоренным ходом 30 м/мин. Дизайн станка при этом обеспечивает хороший обзор при управлении.
Ключевые аспекты
- Высокая мощность шпинделя / крутящий момент до 166,5 Нм
- Скорость ускоренного хода 30 м/мин по всем осям
- Револьвер с сервоприводом со временем смены инструмента
1,4 секунды - Наибольший диаметр прохода прутка
- Автоматически перемещаемая задняя бабка
- Технология управления 3D: 15" DMG MORI SLIMline® с Operate 4.5 на SIEMENS 840D solutionline
- DMG MORI SMARTkey®
- DMG MORI Netservice

DMC V 635 ecoline
Новая техника с динамичными шпинделями 12.000 об/минСовременный обрабатывающий центр должен быть производительным, гибким и простым в управлении. Эти характеристики объединили в себе модели DMC V ecoline с C-образной рамой. Ориентированный на пользователя интерфейс, DMG MORI SLIMline® , оснащенный по выбору SIEMENS 840D solutionline обеспечивает максимальную производительность как для опытных пользователей, так и для новичков. Всегда интересен самый быстрый путь от чертежа до готовой детали.
Ключевые аспекты
- 12.000 об/мин / 83 Нм (40 % ED) / 13 кВт (40 % ED)
- Устройство смены инструмента: 20 / 30* позиций на и более короткое время смены инструмента
- Сокращение вспомогательного времени: Ускоренный ход 30 м/мин
- Высокая жесткость и точность в сочетании с небольшой установочной площадью обеспечивается конструктивным применением C-образной станины
- Система прямого измерения перемещений* и направляющие качения с централизованной смазкой постоянно обеспечивают высокую точность
- Технология управления 3D: 15-дюймовый дисплей DMG MORI SLIMline® с Operate 4.5 на SIEMENS 840D solutionline
-DMG MORI SMARTkey®
-DMG MORI Netservice
*Опция

DMC 1035 V ecoline
Новая техника с динамичными шпинделями 12.000 об/мин
Современный обрабатывающий центр должен быть производительным, гибким и простым в управлении. Эти характеристики объединили в себе модели DMC V ecoline с C-образной рамой. Ориентированный на пользователя интерфейс, DMG MORI SLIMline® , оснащенный по выбору SIEMENS 840D solutionline обеспечивает максимальную производительность как для опытных пользователей, так и для новичков. Всегда интересен самый быстрый путь от чертежа до готовой детали.
Ключевые аспекты
- 12.000 об/мин / 83 Нм (40 % ED) / 13 кВт (40 % ED)
- Устройство смены инструмента: 20 / 30* позиций на и более короткое время смены инструмента
- Сокращение вспомогательного времени: Ускоренный ход 30 м/мин
- Высокая жесткость и точность в сочетании с небольшой установочной площадью обеспечивается конструктивным применением C-образной станины
- Система прямого измерения перемещений* и направляющие качения с централизованной смазкой постоянно обеспечивают высокую точность
- Технология управления 3D: 15-дюймовый дисплей DMG MORI SLIMline® с Operate 4.5 на SIEMENS 840D solutionline
-DMG MORI SMARTkey®
-DMG MORI Netservice

DMU 50 ecoline
Станки серии DMU ecoline не дают оснований для сомнений – C-образная конструкция станины со встроенными в стол осями B- и C- с ЧПУ и с жесткой, оребрённой литой станиной. В сочетании с высококачественными направляющими качения с циркуляцией роликов достигается максимальная точность и высокое качество поверхности.Ключевые аспекты
- 12.000 об/мин / 83 Нм (40 % ED) / 13 кВт (40 % ED)
- Устройство смены инструмента: 16 / 32* позиций на и более короткое время смены инструмента
- Сокращение вспомогательного времени: Ускоренный ход 24 м/мин
- Высокая жесткость и точность в сочетании с небольшой установочной площадью обеспечивается конструктивным применением C-образной станины
- Система прямого измерения перемещений* и направляющие качения с централизованной смазкой постоянно обеспечивают высокую точность
- Технология управления 3D: 15-дюймовый дисплей DMG MORI SLIMline® с Operate 4.5 на SIEMENS 840D solutionline
- DMG MORI SMARTkey®
- DMG MORI Netservice
* Опция

DMU 50
Станок DMU 50 открывает новые возможности для обработки деталей в цеховых условиях, обучения, лабораторных исследований, производства приспособлений и инструментов. Этот универсальный станок с ЧПУ разработан по инновационной машиностроительной технологии. К отличительным особенностям относятся цифровые приводы по всем осям, быстрый ход до 30 м/мин и шпиндельный двигатель со скоростью вращения до 18000 об/мин, которые повышают динамические характеристики станка DMU 50. Помимо стандартного жесткого стола дополнительно предлагаются другие варианты исполнения столов, в том числе механический стол, поворотный/вращающийся стол с электроприводом и гидравлической системой зажима инструментов и универсальный стол. Современная конструкция поперечных салазок суппорта с ребристыми литыми элементами создают основу для существенно более высокой точности и жесткости. Самая последняя технология управления с панелью управления DMG ERGOline®, экраном 19" и программным обеспечением 3D гарантирует достижение самой высокой рабочей скорости, точности и надежности. Станок DMU 50 от DMG MORI позволяет выйти на рынок 5-осевой одновременной обработки / обработки с 5 сторон с разумными инвестициями.Ключевые аспекты
- Максимальная гибкость: стол может быть как стационарным, так и поворотным/вращающимся, для одновременной обработки по 5 осям
- Обработка тяжелых деталей при максимальной точности благодаря интегрированному поворотному/вращающемуся столу и большим диаметрам по обеим вращающимся осям
- Существенно экономит место: великолепный доступ к рабочей зоне, эффективное удаление стружки, сильно наклоненные стенки и большая рабочая зона по сравнению со станками небольшого размера
- Инструментальный магазин с 16/30 или 60 местами (опция)
- Мощный шпиндельный двигатель: до 18000 об/мин (опция), 130 Нм и 35 кВт (40 % постоянного тока)


СТАНОК НАКАТНОЙ СПЕЦИАЛЬНЫЙ МОДЕЛИ КЖ1844
Предназначен для накатывания наружных шеек, галтелей и предподступичных частей вагонной оси с поворачивающейся в процессе обработки осью вращения накатных роликов.
Особенности конструкции
На станине станка смонтированы следующие узлы:
Коробка скоростей представляет собой редуктор. Предназначен для передачи вращения от электродвигателя к шпинделю.
Суппорт левый перемещается вдоль станины с помощью гидроцилиндра. Он предназначен для накатки шейки вагонной оси. Суппорт правый перемещается вдоль станины с помощью гидроцилиндра. Он предназначен для накатки предподступичной части оси и галтелей предподступичной части и шейки с поворотом оси ролика во время накатки. Домкрат предназначен для подъема детали с оси центров для разворота детали на 180° и опускания на ось центров. Правая бабка с вращающимся центром и подвижной пинолью осуществляет установку, зажим изделия в центрах, отвод пиноли после окончания обработки.
Для точной остановки правого суппорта относительно галтели шейки на станке предусмотрен датчик и подвижный упор, которые обеспечивают необходимое качество накатки галтели. Для контроля усилия накатки на суппортах установлены манометры, показывающие и сигнализирующие. Точность обработки достигается соответствием нормам точности и жесткости станка.

Токарно карусельный 1516,1516ф3
Токарно карусельный 1532, 1л532, 1532т
Токарно карусельный 1540 ф1
Токарно карусельный 1580

Данный станок способен изготавливать различного рода 3D гравировку от резных розеток до сложнейших икон.
Помимо выше упомянутых материалов, на фрезерном станке ТМ04 0906 можно делать гравировку и раскрой мягких металлов, таких как алюминий, дюралюминий, латунь, медь.
Особенности
Подробные характеристики
Применение
Видео
Зона обработки - X,Y 900 х 600 мм
Максимальная высота заготовки 100 мм
Рама станка Сталь
Рабочий стол Алюминиевый стол с Т-пазами. Размеры 1200 х 800 мм
Точность станка 20 мкм
Максимальная скорость подачи до 3000 мм/мин
Передачи и направляющие Прецизионные ШВП и профильные линейные направляющие фирмы HIWIN (Тайвань) по всем осям
Система приводов Шаговые двигатели и прямой привод
Шпиндель 2.2 кВт воздушного охлаждения до 24 000 об/мин
Смена инструмента Ручная (цанга ER20 - max 12 мм)
Система ЧПУ Трех-осевая (с возможностью расширения до 4-х осей). Система построена с использованием универсального 4-х осевого контроллера – 3А/35В. Интерфейс: LPT
Программа управления станком MACH 3 с использованием G-кодов (лицензия на программу входит в комплектацию). Совместимость со всеми популярными CAD/CAM программами: SprutCAM, ArtCam, SolidCam
Питание станка 220В / 50Гц
Гарантийное обслуживание Гарантийное обслуживание осуществляется со дня приемки-передачи. Срок гарантии 12 месяцев.
Внимание цена без НДС! При оплате с НДС +20%.
Управление техническим обслуживанием и ремонтами оборудования

Колесообрабатывающих станков:
- фирмы «RAFAMET» (Польша): UBB-112, UBB-112/2, UBB-125, UBB-150, UGD-150 и др.
· Кузнечно-прессового оборудования для формирования колесных пар:
- ПА3434, ПА3438, П6330, ПБ6332, П6730, П6736, ПА6738, П6738Б, П6740
колесотокарный станок 1836М.10, КЖ1836Б, 1836А
- колесофрезерный КЖ-20, КЖ-20Б, КЖ-20ТФ1, КЖ-20МХ
- осе-токарные КЖ1832, КЖ1833
- токарно-накатные КЖ1840, КЖ1841, КЖ1842, КЖ1843, КЖ1844
- токарные 1А660, 1А665, 1А670, 1А675 и др
Ремонтируем оборудование локомотивного вагонного депо ЖД
Мы выполняем ремонт технологического оборудования депо, в том числе зарубежных, и поддержание их эксплуатационной годности.
Ремонтируемое оборудование: выполним капитальный ремонт колёсотокарных (мод. КЖ1842, КЖ1843, UGB-150 ,UBB112ф3, осетокарные 1833, и колёсофрезерных КЖ-20,1836М.10 КЗТС, UBC-150, UBC-130, UBC-125 с ЧПУ Пресса для железнодорожных колес МПС РЖД: Пресс для обжима буртов бандажей ПБ7730. Пресс насадочный П6730 ПА6730 П6736 ПА6738 П6738Б К25.005. Пресс насадочный двухсторонний П0135. Пресс для правки осей П0340. Домкрат тепловозный ДТ-30 (ДЭТ-30 или ТЭД-30).Домкрат тепловозный ДТ-40 (ДЭТ-40 или ТЭД-40).Домкрат вагонный К-12.08.Установки домкратные передвижные УДП-120, УДП-160, УДП-200. Электроскатоподъемники винтовые для замены КМБ, КРБ из-под ТПС, МВПС. Электроскатоподъемник винтовой ЭСПЛ-70М.КС. Скатоподъемник локомотивный. Скатоподъемники реечные для замены КМБ, КРБ из-под ТПС, МВПС. Скатоподъемник реечный А1874М.КС
Управление технологическими процессами

ТУ 4318-002-00137093-2003
Система измерения количества и показателей качества нефти СИКН предназначена для автоматического коммерческого учёта нефти, путём измерения количества и физико-химических показателей качества перекачиваемой нефти.
СИКН работает в двух режимах: измерения и поверки.
Конструктивно СИКН состоит из:
- блоков измерительных линий (БИЛ) с фильтрами. В состав БИЛ входят рабочие измерительные линии: резервная и контрольная.
По желанию заказчика возможно большее количество измерительных линий и соответственно блоков измерительных линий БИЛ).
В состав БИЛ также входят: входной и выходной коллектор и линия для подключения ТПУ.
На каждой измерительной линии находятся: электроприводные или ручные шаровые краны, фильтр, расходомер (массовый или турбинный).
- блока измерения показателей качества нефти (БИК). Основная задача БИК – формирование и выдача информации по плотности, влажности, давлению и температуре перекачиваемой нефти, а также ручной и автоматический отбор проб.
- блока трубопоршневой поверочной установки (блок ТПУ) или компакт прувера. Предназначен для поверки и контроля метрологических характеристик массовых расходомеров, для измерения давления и температуры нефти на входе и выходе ТПУ.
- узла регулирования расхода. Предназначен для регулирования расхода во время поверки массовых расходомеров или ТПР по стационарной или передвижной ТПУ.
- узла подключения передвижной ТПУ. Предназначен для подключения передвижной ТПУ с целью поверки стационарной ТПУ или массовых расходомеров;
- узла регулирования давления. Предназначен для регулирования давления на СИКН.
- устройства пробозаборного трубчатого или щелевого
- технического обеспечения системы обработки информации (СОИ). Обеспечивает функции сбора, обработки, вычисления и отображения информации о количественных и качественных показателях нефти, измеряемых первичными преобразователями.
Система измерения количества и показателей качества нефти СИКНС предназначена для автоматического учета сырой нефти, путем измерения количества и физико-химических показателей качества перекачиваемой нефти
В СИКНС, как правило, БИЛ и БИК объединены в одном блоке, а также отсутствует блок ТПУ, функции прочих узлов аналогичны СИКН.
В СИКН и СИКНС также предусмотрено:
- оснащение средствами измерения, контроля, сигнализации и управления технологическим оборудованием, входящих в ее состав;
- пожарная сигнализация, освещение, вентиляция и отопление внутри помещения для размещения технологических трубопроводов и операторной;
- система контроля и сигнализации загазованности на площадке СИКН или СИКНС;
- резервная измерительная линия.
В СИКН и СИКНС установлены шаровые краны и трубопроводы для дренирования жидкости с входного и выходного коллекторов, с измерительных линий, БИК, блока ТПУ. Дренаж нефти производится в дренажные емкости учтенной и неучтенной нефти.
Взрывобезопасность СИКН и СИКНС обеспечивается за счет использования серийно изготавливаемого электрооборудования с уровнями взрывозащищенности, соответствующими классам взрывоопасных зон.

Система измерения количества и показателей качества газа СИКГ предназначена для автоматического коммерческого учета газа, путем измерения количества и физико-химических показателей качества перекачиваемого газа.
Конструктивно СИКГ состоит из:
- блоков измерительных линий (БИЛ)
В состав БИЛ входят рабочие измерительные линии: резервная и контрольная.
По желанию заказчика возможно большее количество измерительных линий и соответственно блоков измерительных линий БИЛ.
На каждой измерительной линии находятся: электроприводные или ручные шаровые краны, расходомер (вихревой или диафрагменный).
- блока пробоотборников (БОП)
Основная задача БОП – формирование и выдача информации по влажности, температуре точки росы, химическому составу, давлению и температуре перекачиваемого газа, а также ручной отбор проб.
- системы обработки информации (СОИ),
обеспечивающей функции сбора, обработки, вычисления и отображения информации о количественных и качественных показателях газа, измеряемых первичными преобразователями.
В СИКГ также предусмотрено:
- оснащение средствами измерения, контроля, сигнализации и управления технологическим оборудованием, входящих в ее состав;
- пожарная сигнализация, освещение, вентиляция и отопление внутри помещения БИЛ, БОП и операторной;
- система контроля и сигнализации загазованности на площадке СИКГ.
В СИКГ установлены шаровые краны и трубопроводы для сброса газа с измерительных линий, БОП. Также имеются шаровые краны и трубопроводы для продувки трубопроводов СИКГ азотом.
Взрывобезопасность СИКГ обеспечивается за счет использования серийно изготавливаемого взрывозащищенного электрооборудования.

Система измерения количества воды СИКВ предназначена для автоматического коммерческого учета воды, путем измерения количества и физических показателей перекачиваемой пластовой воды.
Конструктивно СИКВ состоит из:
- блоков измерительных линий (БИЛ)
В состав БИЛ входят рабочие измерительные линии: резервная и контрольная.
По желанию заказчика возможно большее количество измерительных линий и соответственно блоков измерительных линий БИЛ.
На каждой измерительной линии находятся: электроприводные или ручные шаровые краны, расходомер воды.
- системы обработки информации (СОИ),
обеспечивающей функции сбора, обработки, вычисления и отображения информации о количественных и физических показателях перекачиваемой воды, измеряемых первичными преобразователями.
В СИКВ также предусмотрено:
- оснащение средствами измерения, контроля, сигнализации и управления технологическим оборудованием, входящим в ее состав;
- пожарная сигнализация, освещение, вентиляция и отопление внутри помещения БИЛ и операторной;
- система контроля и сигнализации загазованности на площадке СИКВ.
В СИКВ установлены шаровые краны и трубопроводы для дренажа воды с измерительных линий. Также имеются шаровые краны и трубопроводы для продувки трубопроводов СИКВ азотом.
Взрывобезопасность СИКВ обеспечивается за счет использования серийно изготавливаемого взрывозащищенного электрооборудования.

ТУ 39-00137093-025-94
Установка массоизмерительная стационарная АСМА® предназначена для определения суточных дебитов жидкости, нефти и воды путем измерения массы жидкости (нефтеводогазовой смеси) и объема попутного газа нефтяных скважин.
Измерение массы жидкости производится без прерывания подачи нефтеводогазовой смеси из скважины измерительной емкостью с применением тензометрического датчика силы.
Измерение содержания воды в нефти производится поточным влагомером с дальнейшей обработкой результатов измерений контроллером.
Измерение объема попутного нефтяного газа производится с помощью преобразователей расхода счетчиков газа.
Результаты измерения приводятся к нормальным условиям в контроллере.
Для переключения скважин на режим измерения применяется переключатель скважин многоходовой (МП).
Усовершенствованная станция управления «КАСКАД-16М» установки АСМА® обеспечивает выход на «верхний уровень», имеет высокую скорость и стабильность обмена информацией между контроллером и пультом оператора.
Интерфейс пульта оператора – информативный и удобный. Имеются мнемосхема с отображением параметров процессов, аварии конкретизированы, что позволяет быстро обнаруживать и устранять ошибки оператора и неисправности.
Использование современной элементной базы обеспечивает высокую помехоустойчивость и надежность системы, делает ее более компактной и эстетичной.
Установка массоизмерительная АСМА® состоит из технологического и аппаратурного блоков, которые монтируются на отдельных основаниях или на едином основании с воздушным зазором между блоками не менее 50 мм.
Аппаратурный отсек имеет общепромышленное исполнение.
Технологический отсек – помещение класса B-la. Исполнение приборов технологического отсека – искробезопасное, взрывозащищенное.
Установка АСМА® является сертифицированным средством измерения, зарегистрированным в Госреестре средств измерения под № 14056-07.

ТУ 39-00137093-023-98
Установка массоизмерительная транспортабельная АСМА®-Т предназначена для определения суточных дебитов жидкости, нефти и воды путем измерения массы жидкости (нефтеводогазовой смеси) и объема попутного газа нефтяных скважин.
Измерение массы жидкости производится без прерывания подачи нефтеводогазовой смеси из скважины измерительной емкостью с применением тензометрического датчика силы.
Измерение содержания воды в нефти производится поточным влагомером с дальнейшей обработкой результатов измерений контроллером.
Измерение объема попутного нефтяного газа производится с помощью преобразователей расхода счетчиков газа.
Результаты измерения приводятся к нормальным условиям в контроллере.
Усовершенствованная станция управления «КАСКАД-09М» установки АСМА®-Т имеет высокую скорость и стабильность обмена информацией между контролером и пультом оператора. Интерфейс пульта оператора – информативный и удобный. Имеются мнемосхема с отображением параметров процессов, аварии конкретизированы, что позволяет быстро обнаруживать и устранять ошибки оператора и неисправности.
Использование современной элементной базы обеспечивает высокую помехоустойчивость и надежность системы, делает ее более компактной и эстетичной
Установка АСМА®-Т состоит из технологического и аппаратурного отсеков, размещенных в блок-контейнере, который монтируется на шасси автомобиля или на шасси автомобильного прицепа.
В зависимости от типа применяемого транспортного средства установка имеет два исполнения:
- АСМА®-Т-03 – монтируется на шасси автомобиля повышенной проходимости («УРАЛ»-4320-40);
- АСМА®-Т-05 – монтируется на шасси автомобильного прицепа (СЗАП-8357/011).
Аппаратурный отсек имеет общепромышленное исполнение.
Технологический отсек – помещение класса B-la. Исполнение приборов технологического отсека – искробезопасное, взрывозащищенное.
Установка АСМА®-Т является сертифицированным средством измерения, зарегистрированным в Госреестре средств измерения (№ 14055-04)

ТУ 26-02-541-80
Установка БР предназначена для автоматизированного приготовления и дозированного ввода жидких деэмульгаторов и ингибиторов коррозии в трубопровод промысловой системы транспорта и подготовки нефти с целью осуществления внутритрубопроводной деэмульсации нефти, а также с целью защиты трубопроводов и оборудования от коррозии.
Установка используется на нефтяных промыслах для дозировки жидкостей, образующих с воздухом взрывоопасную смесь категории II А группы Т2.
В зависимости от производительности насоса-дозатора установка выпускается в трех исполнениях –БР-2.5М-У1; БР-10-У1; БР-25-У1.
Тип и производительность насосов дозаторов подбираются под требования Заказчика.
Установки выполнены в блочном исполнении, все оборудование смонтировано на сварной раме-санях под теплоизолированным укрытием. Укрытие разделено воздушным промежутком на два отсека – отсек технологический и отсек приборный.
Основные функции:
- механическое закачивание реагента в емкость;
- перемешивание реагента насосом закачки по программе;
- автоматизированная работа дозировочного насоса;
- аварийная защита и сигнализация;
- автоматическое регулирование температуры реагента в заданных пределах;
- поддержание температуры помещений в заданных пределах;
- сигнализация состояния силового электрооборудования.
При эксплуатации температура окружающего воздуха от -40 до +40 °С.
Данные сертификатов, лицензий
Сертификат соответствия № РОСС RU.АЯ36. В26876
Разрешение Федеральной службы по экологическому, технологическому и атомному надзору №РРС 00-041366

ТУ 26-02-541-80
Установка БР с системой контроля и управления предназначена для автоматизированного приготовления и дозированного ввода жидких деэмульгаторов и ингибиторов коррозии в трубопровод промысловой системы транспорта и подготовки нефти, с целью осуществления внутри трубопроводной деэмульсации нефти, а также с целью защиты трубопроводов и оборудования от коррозии.
Установка используется на нефтяных промыслах для дозировки жидкостей, образующих с воздухом взрывоопасную смесь категории II А группы Т2.
В зависимости от производительности насоса-дозатора установка выпускается в трех исполнениях: БР-2.5М-У1; БР-10-У1; БР-25-У1.
Тип и производительность насосов дозаторов подбираются под требования Заказчика.
Установка состоит из двух блоков – аппаратурного и технологического, смонтированных на сварной раме-санях воздушным зазором. Укрытие блоков изготавливается из панелей типа «сэндвич».
Основные функции:
- закачивание реагента в емкость;
- перемешивание реагента насосом закачки по программе;
- автоматизированная работа дозировочного насоса;
- аварийная защита и сигнализация, при превышении давления реагента в нагнетательной линии, перегрева реагента, превышение верхнего и пониженного уровней реагента в емкости;
- автоматическое регулирование температуры реагента в заданных пределах;
- поддержание температуры воздуха помещений в заданных пределах;
- сигнализация состояния и дистанционный контроль состояния технологического оборудования;
- выдача сообщений на диспетчерский пункт об аварийных ситуациях, состоянии технологического оборудования, текущем расходе реагента, загазованности, пожароопасности и несанкционированном доступе в установку;
- дистанционное управление дозировочными насосами с верхнего уровня;
- автоматическое переключение на закачку реагента из отдельной ёмкости при снижении уровня реагента ниже заданного (по заказу потребителя).
При эксплуатации температура окружающего воздуха от -50 до +40 °С.
ртификат соответствия № РОСС RU.АЯ36. В26876
Разрешение Федеральной службы по экологическому, технологическому и атомному надзору №РРС 00-041366

ТУ 39-0137095-007-91
Блок ВРБА предназначен для распределения, местного регулирования и телеизмерения расхода воды высокой коррозионной активности, закачиваемой в нагнетательные скважины для обеспечения повышения эффективности процесса заводнения на нефтеотдачу пластов.
Блок ВРБА состоит из технологического и аппаратурного блоков.
Технологический блок – функционально законченное технологическое оборудование, выполненное в блочно-комплектном исполнении, согласно ПУЭ относится к взрывоопасной зоне класса В-1б.
Управление электрооборудованием, размещенным в технологическом помещении, осуществляется со шкафа контроля и управления.
Конструкция аппаратурного блока выполнена аналогично технологическому помещению, общего назначения невзрыво- и непожароопасного.
В аппаратурном блоке установлен шкаф контроля и управления и стойка для КИП аппаратуры телемеханики.
Основные функции:
- регулирование подачи воды;
- учет подачи воды.
При эксплуатации температура окружающего воздуха от -45 до +40 °С.
Данные сертификатов, лицензий
Сертификат соответствия № C-RU.АЯ36.В.01389

ТУ 39-1043-85
Установка УРГ-Л применяется на нефтедобывающих предприятиях для распределения рабочего агента (газа) по газлифтным скважинам и осуществления контроля и управления расходом газа, стабилизации и регистрации расхода газа по скважинам.
Состав установки:
- технологический блок, в котором размещена система технологических трубопроводов с запорной арматурой, регулирующими клапанами, измерительными приборами;
- аппаратурный блок, в котором размещена станция управления УРГ-Л, выполненная на контроллере ROC 809 компании Emerson process Management (США).
Основные функции:
- прием и распределение газа по скважинам;
- измерение давления, температуры и перепада давления газа на диафрагме для вычисления расхода газа в общем коллекторе и скважинных линиях;
- вычисление расхода газа в общем коллекторе, скважинных линиях с занесением в базу данных, а также отображение всех измеренных и вычисленных параметров установки на мнемосхеме пульта оператора;
- архивирование данных по расходу газа в общем коллекторе и скважинных линиях, графическое отображение на пульте оператора;
- ПИД-регулирование расхода газа по уставкам, заданным с пульта оператора или «верхнего уровня»;
- наличие 2-х режимов регулирования расхода газа: «Режим I» – основной, «Режим II» – резервный, устанавливается при дефиците газа;
- автоматическое переключение установки на режим II при снижении давления газа в общем коллекторе;
- распределение химреагентов по скважинам;
- закрытие скважинной линии при аварийном давлении;
- сигнализацию аварийного состояния при изменении давления и температуры газа в общем коллекторе, давлении газа в скважинных линиях за установленные пределы с указанием номера скважины;
- автоматическое закрытие электрозадвижки на общем коллекторе при аварийном снижении или повышении давления газа, увеличении его концентрации в технологическом блоке, возникновении пожара;
- связь с «верхнем уровнем» по интерфейсу RS-232:
- передача текущих и аварийных параметров установки с отображением на мнемосхеме диспетчерского пункта,
- чтение архива по расходу газа;
- прием и изменение уставок ПИД-регулирования, защиты и аварийной сигнализации
Данные сертификатов, лицензий.
Сертификат соответствия №РОСС RU.АЯ36.В28456

Блок БА предназначен для размещения щитов автоматики, вторичных приборов и терминальных устройств технологических объектов нефтегазовой отрасли, не требующих постоянного обслуживающего персонала.
Аппаратурный блок представляет собой утепленное помещение, оборудованное электрическими обогревателями с автоматической регулировкой заданной температуры внутри помещения, освещением, приборами охранной сигнализации при несанкционированном открывании двери, усиленными запорами двери для предотвращения несанкционированного проникновения внутрь блока.
В зависимости от габаритных размеров аппаратурный блок имеет две модификации: БА-1, БА-2.
Блок аппаратурный устанавливается во взрывобезопасной зоне.
При эксплуатации температура окружающего воздуха от -55 до +40 °С.

Блок-бокс ББА предназначен (в качестве укрытия) для размещения систем управления, линейной телемеханики, автоматики, жизнеобеспечения, электрооборудования и приборов на узлах учета, объектах добычи и транспорта нефти, как требующих, так и не требующих постоянного присутствия обслуживающего персонала.
Блок-бокс представляет собой утепленное помещение, оборудованное электрическими обогревателями как с автоматической, так и с ручной регулировкой заданной температуры внутри помещения, освещением, приборами охранной сигнализации при несанкционированном открывании двери, усиленными запорами двери для предотвращения несанкционированного проникновения внутрь блок-бокса, пожароизвещателями.
По желанию заказчика возможно исполнение с окнами для обеспечения естественного освещения внутри помещения.
В зависимости от габаритных размеров (типоразмерный ряд) и типа исполнения стеновых панелей блок-бокс аппаратурный имеет 18 модификаций:
- ББА-1 ...ББА-10 – исполнение стеновых панелей каркасно-щитового типа;
- ББА-1А ... ББА-8А – исполнение стеновых панелей коробчатого типа.
- Блок-бокс аппаратурный устанавливается во взрывобезопасной зоне.
Климатическое исполнение – УХЛ по ГОСТ 15150-69 при температуре окружающей среды от -55 °С до +40 °С.
В каждом конкретном случае схема электрическая принципиальная дорабатывается согласно конкретному функциональному назначению блок-бокса

Блок-бокс ББТ предназначен для размещения систем жизнеобеспечения, устройств технологических, установок для распределения газа, массоизмерительных установок и т.д. объектов нефтегазовой и других отраслей промышленности, не требующих постоянного присутствия обслуживающего персонала.
Блок-бокс технологический представляет собой утепленное помещение, оборудованное электрическими обогревателями, как с автоматической, так и с ручной регулировкой заданной температуры внутри помещения, освещением, приборами охранной сигнализации при несанкционированном открывании двери, усиленными запорами двери для предотвращения несанкционированного проникновения внутрь блок-бокса, пожарными извещателями, датчиком загазованности. По желанию заказчика может быть исполнение с приборами принудительной вентиляции, окнами для обеспечения естественного освещения внутри помещения и др.
В зависимости от габаритных размеров (типоразмерный ряд) и типа исполнения стеновых панелей блок-бокс технологический имеет 18 модификаций:
- ББТ-1 ...ББТ-10 – исполнение стеновых панелей каркасно-щитового типа;
- ББТ-1А ... ББТ-8А – исполнение стеновых панелей коробчатого типа.
- Блок-бокс технологический предназначен для эксплуатации во взрывоопасных зонах.
Климатическое исполнение блок-боксов – УХЛ по ГОСТ 15150, при температуре окружающей среды от -55 °С до +40 °С.
В каждом конкретном случае схема электрическая принципиальная дорабатывается согласно функциональному назначению блок-бокса.
Данные сертификатов, лицензий
Сертификат соответствия № РОСС RU.АЯ36.В27746

Установка СОРО предназначена для сушки обуви и рабочей одежды вахтовых бригад в полевых условиях. Основное назначение – улучшение санитарно-гигиенических и бытовых условий работников в нефтеразведке и нефтедобыче, работающих по методу вахтовых бригад и по роду деятельности вынужденных проживать во временных не обустроенных поселках (буровики, разведчики, ремонтники) в районах с умеренным и холодным климатом.
Установка изготавливается в двух вариантах:
- СОРО-1 – на сушку 8 комплектов обуви и одежды;
- СОРО-2 – на сушку 16 комплектов обуви и одежды.
СОРО состоит из утепленного блок-бокса, разделенного перегородкой на два отсека – сушильную камеру и тамбур.
В сушильной камере смонтированы: сушильные шкафы для размещения одежды и обуви, тепловентиляционная система для создания температурного режима сушки, светильник.
В тамбуре установлены: умывальник, электропечь, щит питания, вешалка, скамья, светильник.
Климатическое исполнение – УХЛ по ГОСТ 15150-69 при температуре окружающей среды от -55 °С до +40 °С.

ТУ 39 – 014378 – 005 – 91
Блок БУС-4 предназначен для управления асинхронным электродвигателем с короткозамкнутым ротором привода станка-качалки, а также для защиты управляемого электропривода и технологического оборудования станка-качалки при аварийных режимах работы.
Область применения – нефтегазодобывающие предприятия.
Блок управления представляет собой металлический шкаф, предназначенный для эксплуатации на открытом воздухе. По всему периметру двери шкафа имеется уплотнение, плотное прилегание которого обеспечивается замком.
Аппаратура, входящая в блок, монтируется на металлической панели.
На левой боковой стенке установлены: четырех полюсная розетка на ток до 25А и напряжение 380В для подключения переносного электрифицированного инструмента, узел включения автоматов для подачи напряжения 380В.
На верху передней стенки расположена панель управления с элементами управления (кнопки ПУСК, СТОП, кнопка съема аварии КСУ, переключатель режимов).
Кабельные выводы осуществляются через сальники, расположенные в днище шкафа.
Блок БУС-4 управляет электродвигателем станка-качалки в ручном, автоматическом и программном режимах.
Во всех режимах обеспечивается защитное отключение электродвигателя станка-качалки при:
- обрыве фазы, ремней, штанг;
- максимальных перегрузках;
- повышении или понижении давления в выкидном трубопроводе.
В автоматическом режиме обеспечивается самозапуск электродвигателя станка-качалки через установленное время самозапуска после восстановления напряжения сети, если был перерыв в снабжении электроэнергией.
В программном режиме обеспечивается включение и отключение станка-качалки согласно заданной программе.
Связь с верхним уровнем управления станка-качалки может осуществляться при помощи протокола обмена или с помощью дискретных/аналоговых сигналов.
В зависимости от мощности электродвигателя блок БУС-4 имеет два исполнения:
- БУС-4-00 – для управления двигателем станка-качалки мощностью до 30 кВт;
- БУС-4-01 – для управления двигателем станка-качалки мощностью до 55 кВт.
При эксплуатации температура окружающего воздуха от -40 до +40 ° С.
Климатическое исполнение – У1,УХЛ1, категория размещения – I по ГОСТ 15150-69 при температуре окружающей среды от -50 до +50 °С.

ТУ 39-1038-85
Станция управления «Цикл-М» предназначена для управления и защиты технологического оборудования установки УДС-1М, осуществляющей механическую очистку от парафина насосно-компрессорных труб фонтанных, компрессорных и эксплуатируемых погружными электронасосами нефтяных скважин.
Область применения станции управления «Цикл-М» – предприятия нефтяной промышленности, добывающие нефть с большим содержанием парафина.
Схема станции управления «Цикл-М» включает:
- устройство формирования цикла очистки (ФЦО) - осуществляет формирование меток времени Тц (2, 4, 6 … 198ч), соответствующих требуемому циклу очистки скважины в автоматическом режиме управления;
- устройство контроля предельной нагрузки (КПН) - осуществляет формирование сигнала предельной нагрузки ПН, воздействующей на скребковую проволоку при подъеме скребка;
- устройство контроля глубины спуска (КГС) - осуществляет формирование сигнала нижнего положения НП и контрольного времени спуска или подъема Тконтр;
- устройство контроля верхнего положения скребка (КВПС) - осуществляет формирование сигнала верхнего положения ВП и обрыв датчика верхнего положения ОДВП;
- устройство управления (УУ) - через реверсивный магнитный пускатель обеспечивает ручной, полуавтоматический и автоматический режимы управления.
Климатическое исполнение – У, категория размещения – I по ГОСТ 15150-69 при температуре окружающей среды от -45 до +55 °С.
Основные функции:
- ручной, полуавтоматический и автоматический режимы управления спускоподъемом скребка;
- электрическую и технологическую защиту оборудования установки УДС-1М;
- учёт количества выполненных спускоподъемов.

Станция управления «Цикл-М» предназначена для управления и защиты технологического оборудования установки УДС-1М, осуществляющей механическую очистку от парафина насосно-компрессорных труб фонтанных, компрессорных и эксплуатируемых погружными электронасосами нефтяных скважин.
Область применения станции управления «Цикл-М» – предприятия нефтяной промышленности, добывающие нефть с большим содержанием парафина.
Схема станции управления «Цикл-М» включает:
- устройство формирования цикла очистки (ФЦО) - осуществляет формирование меток времени Тц (2, 4, 6 … 198ч), соответствующих требуемому циклу очистки скважины в автоматическом режиме управления;
- устройство контроля предельной нагрузки (КПН) - осуществляет формирование сигнала предельной нагрузки ПН, воздействующей на скребковую проволоку при подъеме скребка;
- устройство контроля глубины спуска (КГС) - осуществляет формирование сигнала нижнего положения НП и контрольного времени спуска или подъема Тконтр;
- устройство контроля верхнего положения скребка (КВПС) - осуществляет формирование сигнала верхнего положения ВП и обрыв датчика верхнего положения ОДВП;
- устройство управления (УУ) - через реверсивный магнитный пускатель обеспечивает ручной, полуавтоматический и автоматический режимы управления.
Климатическое исполнение – У, категория размещения – I по ГОСТ 15150-69 при температуре окружающей среды от -45 до +55 °С.
Основные функции:
- ручной, полуавтоматический и автоматический режимы управления спускоподъемом скребка;
- электрическую и технологическую защиту оборудования установки УДС-1М;
- учёт количества выполненных спускоподъемов.

ОСТ 3613-90
Станция СУЭРС предназначена для обеспечения работы бригад ПКРС и предусматривает подключение:
- потребителей электроэнергии, находящихся внутри культбудки;
- прожекторов для освещения площадки;
- ключа КМУ;
- автоматики.
При эксплуатации температура окружающего воздуха от -40 до +45 °С.

СА-ППН предназначена для автоматизации печей прямого нагрева типа ППН и ПТБ, работающих на газовом топливе и применяемых на объектах сбора, промысловой подготовки и транспорта нефти.
Отличительная особенность системы состоит в использовании микропроцессорной техники.
Система СА-ППН может применяться для модернизации существующих печей ПТБ-5-40 и ПТБ-10 при условии их переоснащения исполнительными электрическими устройствами, применяемыми в печах ПТБ-5-40Э и ПТБ-10Э.
Система предназначена для эксплуатации в районах с умеренным климатом (температура от минус 45 до плюс 40 °С). Аппаратурный блок СА-ППН-Б и измерительная трубка всех исполнений СА-ППН предназначены для эксплуатации на открытом воздухе, шкаф контроля и управления СА-ППН-Ш – в помещениях с регулируемыми климатическими условиями, покупные датчики и приборы с обозначением климатического исполнения У2 – под навесом.
В зависимости от назначения, конструкции своей основной составной части и способа регулирования расхода воздуха для горения система имеет следующие исполнения:
- Для автоматизации одногорелочных печей ППН-3:
- СА-ППН-1БЗ - блочное исполнение, регулирование воздушным затвором печи;
- СА-ППН-1БЧ - аналогичное, но регулирование за счет вольтчастотного управления электродвигателем вентилятора;
- Для автоматизации двухгорелочных печей ПТБ-5-40Э и ПТБ-5-40:
- СА-ППН-2ШЗ - шкафное исполнение, регулирование воздушным затвором печи;
- СА-ППН-2БЗ - о же, но блочное исполнение;
- СА-ППН-2ШЧ—Шкафное исполнение, регулирование за счет вольтчастотного управления электродвигателем вентилятора;
- СА-ППН-2БЧ—То же, но блочное исполнение;
- Для автоматизации четырехгорелочных печей ПТБ-10Э и ПТБ-10:
- СА-ППН-4ШЗ—Шкафное исполнение, регулирование воздушным затвором печи;
- СА-ППН-4БЗ—То же, но блочное исполнение;
- СА-ППН-4ШЧ—Шкафное исполнение, регулирование за счет вольтчастотного управления электродвигателем вентилятора;
- СА-ППН-4БЧ—То же, но блочное исполнение.
Состав системы:
- аппаратурный блок, содержащий шкаф контроля и управления, систему электрического отопления и освещения, датчики охранно-пожарной сигнализации, звуковое и световое сигнальные устройства (ревун и сигнальный фонарь);
- комплект датчиков пламени, температуры, загазованности, давления и перепада давления с дискретными и аналоговыми выходными сигналами;
- комплект измерительных приборов (манометров, напоромеров, термометров);
- измерительная трубка;
- блоки искрового розжига;
- кнопочные посты управления.
Основные рабочие характеристики:
- самодиагностика;
- четырехуровневый доступ к программному обеспечению (из них три – по паролю);
- сбор информации об измеряемых и контролируемых параметрах и состоянии печи, а также их первичная обработка (фильтрация и пересчет в именованные единицы);
- вычисление:
- расхода нефтяной эмульсии, топливного газа и воздуха;
- тепловой мощности и коэффициента использования топлива печи;
- времени предварительной продувки камеры и контроля герметичности топливных клапанов;
- уставок противоаварийной защиты по расходу воздуха и уставок контроля герметичности топливных клапанов;
- вывод на жидкокристаллический дисплей панели оператора:
- текущей даты и текущего времени;
- числовых значений измеряемых и вычисляемых параметров печи;
- оперативных сообщений и показаний таймеров длительности тактов управления;
- архива событий;
- результатов тестирования программируемого логического контроллера;
- списка активных нарушений;
- задание с клавиатуры панели оператора:
- температуры нагрева нефтяной эмульсии;
- параметров ПИД-регулирования;
- исходных данных для вычислений, характеризующих свойства и состав нагреваемой нефтяной эмульсии и топливного газа, коэффициента расхода для камерной диафрагмы и измерительной трубки;
- уставок предупредительной сигнализации и противоаварийной защиты;
- параметров программного управления печью;
- верхних пределов измерения отдельных аналоговых датчиков;
- дистанционный контроль позиций регулирующих устройств;
- контроль загазованности в трех точках (в ГРП, в воздуховоде и камере печи);
- контроль исправности питающей электрической сети (обрыва, слипания и изменения чередования фаз, выхода величины напряжения любой фазы за допустимые пределы);
- непрерывный контроль линий связи с первичными датчиками на обрыв;
- бесперебойное электропитание основных средств автоматизации в течение не менее 5 минут после исчезновения сетевого электропитания;
- вывод на принтер:
- отчета, содержащего текущие значения измеряемых и вычисляемых величин;
- архива событий;
- любой выбранной дисплейной страницы;
- блокировка пуска печи и ее вентилятора(ов) в работу, а также режима продувки топливной системы печи с выдачей соответствующих оперативных сообщений и светозвуковых сигналов при наличии активных нарушений;
- программно-логическое управление исполнительными устройствами печи во время пуска, остановки и автоматической работы печи;
- контроль выполнения команд управления исполнительными электрическими устройствами печи в процессе пуска печи и ее вентиляторов в работу, а также подготовки топливной системы печи к продувке;
- автоматическое регулирование теплопроизводительности печи и соотношения «топливо-воздух» после завершения программы пуска;
- автоматический контроль герметичности топливных клапанов перед розжигом горелок печи;
- ПАЗ печи при возникновении нарушений технологических параметров, неисправности ПЛК, обрыве линий связи с датчиками, а также при выходе аналоговых сигналов за допустимые пределы и т. п.
- предупредительная и рабочая сигнализация;
- местный и дистанционный контроль основных технологических параметров печи;
- дублированный контроль основных технологических параметров печи;
- автоматическое управление вентилятором ГРП при загазованности помещения ГРП;
- два режима остановки печи:
- штатный (с постепенным снижением тепловой мощности печи);
- экстренный (мгновенный после нажатия соответствующей кнопки управления).
- подготовка и передача информации на верхний уровень.
Данные сертификатов, лицензий
Сертификат соответствия № РОСС RU.АЯ36. Н21831
Разрешение Федеральной службы по экологическому, технологическому и атомному надзору №РРС 00-24922

Система «АРГУС» предназначена для автоматического управления, контроля и регулирования технологических процессов котлов ПКН-2С, ПКН-2М, Е1-9 и других аналогичных аппаратов с огневым подогревом, работающих на газообразном или жидком топливе.
В зависимости от вида топлива и комплектности поставки система автоматизации имеет четыре исполнения:
- Исполнение 1 – «АРГУС-1» для автоматизации одно- и двухгорелочных котлов типа ПКН, работающих на газообразном топливе среднего давления, с автоматическим розжигом запальной горелки, регулированием уровня воды в котле регулирующим клапаном или питательным насосом.
- Исполнение 1Л – «АРГУС-1Л» с ПУИ, «АРГУС-1Л-01» с СНП-1 для автоматизации одногорелочных котлов типа Е1-9, работающих на газообразном топливе низкого давления, с автоматическим розжигом, регулированием уровня воды в котле, с подачей воды в котел питательным насосом.
- Исполнение 2 – «АРГУС-2» с ПУИ, «АРГУС-2-01» с СНП-1 для автоматизации блочных котельных с котлами типа ПКН, работающими на жидком топливе, с автоматическим регулированием уровня воды в котле питательным насосом.
- Исполнение 3 – «АРГУС-3» для автоматизации четырехгорелочных аппаратов, работающих на газообразном топливе.
Состав системы:
- устройство управления и сигнализации УУС;
- сигнализатор уровня «Уровень-2М» (для «АРГУС-1»; «АРГУС-2»; «АРГУС-3»; «АРГУС-2-01»);
- сигнализатор уровня «Уровень-3» (для «АРГУС-1Л» и «АРГУС-1Л-01»);
- преобразователь ультрафиолетового излучения ПУИ-1 или СНП-1;
- блок коммутационной аппаратуры БКА (для «АРГУС-1 Л» и «АРГУС-1Л-01»);
- комплект исполнительных регулирующих устройств и технологических датчиков (для «АРГУС-1», «АРГУС-1Л» и «АРГУС-1Л-01»);
- блок искрового розжига электрического запальника модернизированный БИР-М.
Основные функции системы:
- дистанционный и автоматический (по программе) розжиг котла;
- световая сигнализация о работе технологического оборудования котла и состоянии технологических параметров котла;
- автоматическое регулирование уровня воды в котле и теплопроизводительности котла (по давлению пара);
- дистанционное регулирование уровня воды и теплопроизводительности;
- автоматическое отключение питательного насоса при аварийном верхнем и нижнем уровне воды в котле;
- аварийное отключение котла с отсечкой топлива при возникновении аварийных ситуаций, обрыве и коротком замыкании линий связи с датчиками;
- запоминание первопричины аварийного останова;
- включение аварийного звукового сигнала;
- блокировка контакта нижнего аварийного уровня сигнализатора «Уровень-2М» («Уровень-3») при продувке его уровнемерной колонки;
- защита электрооборудования от перегрузки и токов короткого замыкания.
Преимущества системы автоматизации «АРГУС»:
- повышенная климатическая стойкость;
- обеспечение автоматического контроля исправности линии связи между датчиками и вторичным блоком;
- применение сигнализатора контроля пламени с повышенной селективной способностью (сигнализатор реагирует только на пламя и не реагирует на раскаленные предметы и искру запальной свечи);
- блокировка системы защиты при продувке уровнемерной колонки;
- малые габариты и масса;
- предпусковой визуальный контроль технологических параметров и состояния линии связи с датчиками.
При эксплуатации температура окружающего воздуха, °С:
для «АРГУС-1»; «АРГУС-2»; «АРГУС-2-01» -20 … +40
для «АРГУС-3; «АРГУС-1Л»; «АРГУС-1Л-01» -40 … +40
Данные сертификатов, лицензий
Сертификат соответствия №РОСС RU.АЯ36.H24435 Разрешение Федеральной службы по экологическому, технологическому и атомному надзору №РРС 00-30644

ТУ 4218-068-00143780-96
Датчик-реле СНП-1 со счетчиком ультрафиолетового излучения СИ 45Ф предназначен для контроля наличия пламени основных и запальных горелок газоиспользующих установок с тепловой мощностью до 5 МВт, давлением газа до 0,8 кгс/см2 и выдачи сигнала о погасании пламени.
Датчик-реле может работать, как в автономном режиме с управляющим выходом непосредственно на исполнительные механизмы, так и в системах автоматизации.
При эксплуатации температура окружающего воздуха от -40 до +50 °С.
Данные сертификатов лицензий
Сертификат соответствия №РОСС RU.АЯ36.H25878.
Разрешение Федеральной службы по экол

Преобразователь ПУИ-1 предназначен для контроля ультрафиолетового излучения пламени газовых горелок и подачи сигнала об исчезновении и появлении пламени.
Преобразователи ПУИ-1 функционируют совместно с устройством управления и сигнализации (УУС) изделия «АРГУС» или с блоком контроля пламени (БКП) системы автоматики печей ПТБ.
В основу работы ПУИ-1 заложен метод контроля ультрафиолетовой составляющей излучения пламени горелок газоиспользующей установок. Контроль ультрафиолетового излучения осуществляется ионным индикатором ИФ-1, на который подается стабилизированное напряжение питания 230 В.
При эксплуатации температура окружающего воздуха от -20 до +40 °С.
Конструкция преобразователя:
- в корпусе расположены шторка, индикатор и печатная плата;
- снаружи корпуса через теплоизоляционную прокладку установлено защитное стекло, розетка для подключения внешних цепей, а также гайка накидная для установки ПУИ-1 на объекте;
- корпус закрывается крышкой.

ТУ 3113-011-33837799-2000
Запальное устройство ЗУ-1 предназначено для розжига газовых и жидкостных горелок теплотехнических аппаратов с огневым подогревом различного назначения (печей, котлов, подогревателей и т.п.), эксплуатируемых в закрытых отапливаемых и нерегулярно отапливаемых вентилируемых (естественно или искусственно) помещениях без непосредственного воздействия атмосферных осадков, прямого солнечного излучения и конденсации влаги, а также не содержащих взрывоопасные, агрессивные вещества и токопроводящую пыль.
ЗУ-1 представляет собой комплекс средств, размещаемых на теплотехническом аппарате и вблизи него. Управление ЗУ-1 осуществляется с соответствующих устройств автоматики, обеспечивающих безопасный пуск горелки теплотехнического аппарата.
Состав устройства:
- запальник электрический газовый ЗЭГ – маломощная газовая горелка диффузионного типа, оснащенная электродами для электроискрового воспламенения топливного газа;
- блок электрического поджига БЭП-1 – маломощный источник высокого напряжения (около 10 кВ), служит для выработки электрической искры в искровом промежутке ЗЭГ;
- вентиль с электромагнитным приводом – для подачи и отсечки топливного газа на ЗЭГ;
- провод высоковольтный – для электрического соединения БЭП-1 с ЗЭГ.
Топливный газ поступает на ЗЭГ через вентиль, смешивается с воздухом и воспламеняется от электрической искры, образующейся в искровом промежутке ЗЭГ при работе БЭП-1.
Климатическое исполнение – УХЛ, категории размещения – 3.1 (по ГОСТ 15150).

ТУ 39-1134-86
Датчик ДУЖ-1М предназначен для контроля уровня жидкости и уровня раздела двух несмешивающихся жидкостей в различных технологических аппаратах.
Датчик ДУЖ-1 М при работе в комплекте со вторичным прибором с искробезопасными входами используется в технологических аппаратах, где возможно образование взрывоопасных смесей I и II категорий группы Т1-Т6 согласно ГОСТ 12.1.011-78.
Датчик ДУЖ-1 М работоспособен при ширине переходного слоя на уровне раздела фаз не более 300 мм и приращения плотности в этом слое не менее 0,15 г/см3.
При эксплуатации температура окружающего воздуха от -50 до +45 °С.
Данные сертификатов, лицензий
Сертификат соответствия №РОСС RU.АЯ36.H24433.
Разрешение Федеральной службы по экологическому, технологическому и атомному надзору №РРС 00-30644.

ТУ 39-00137093-016-92
Блок БРИ предназначен для обеспечения искробезопасности входных цепей линии связи с контактными датчиками путем гальванического разделения входных искробезопасных цепей от искроопасных цепей питания и выходных цепей передачи сигналов с датчиков.
Представляет собой стационарное изделие непрерывного действия с искробезопасными входами и применяется для работы в системах аварийной защиты, сигнализации и управления на предприятиях, связанных с производством взрыво- и пожароопасных продуктов.
Конструкция блока БРИ включает переднюю панель, обечайку и две боковые стенки. Элементы электрической схемы, трансформатор и выходной разъем установлены на печатной плате, укрепленной внутри обечайки.
Климатическое исполнение УХЛ, категория размещения 4 по ГОСТ 15150 при температуре окружающей среды от +5 до +40 °С.
Данные сертификатов, лицензий
Сертификат соответствия №РОСС RU.ГБ04.В01418
Разрешение Федеральной службы по экологическому, технологическому и атомному надзору на применение № РРС 00-041045.

ОСТ 36.13-90
Щиты, стативы, пульты и вспомогательные элементы к ним, предназначены для применения в системах автоматизации технологических процессов в качестве устройств, на которых устанавливаются электрические, пневматические и гидравлические приборы и аппараты контроля, управления, регулирования, питания.
Щиты изготавливаются на основе:
- ОСТ 36.13–90, определяющего область применения, конструкцию, типоразмеры и условия эксплуатации;
- проектной документации, передаваемой заказчиком изготовителю, определяющей выбор типоразмеров щитов, размещение в них приборов и средств автоматизации, комплектующих аппаратов, электрических и трубных проводок, изделий для монтажа.
Щиты должны устанавливаться в производственных или специальных помещениях, в соответствии с предусмотренным в ОСТ 36.13–90 условиями эксплуатации в части воздействия климатических (по ГОСТ 15150) и механических (по ГОСТ 17516) факторов.
По конструктивному исполнению имеются следующие разновидности щитов КИПиА:
- щиты шкафные с задней дверью ЩШ-ЗД;
- щиты шкафные с передней и задней дверьми ЩШ-ПЗД;
- щиты панельные с каркасом ЩПК;
- щиты шкафные малогабаритные ЩШМ;
- подставка для щита шкафного малогабаритного П-ЩШМ;
- стативы С;
- стативы плоские СП;
- панель вспомогательная с дверью ПнВ-Д;
- панель вспомогательная ПнВ;
- пульты П;
- пульты с наклонной приборной приставкой ПнП.

ТУ 4318-013-00137093-2003
Щиты и шкафы приборные предназначены для размещения в них приборов для контроля технологических параметров (давления, разрежения), применяются на нефтеперекачивающих станциях и других технологических объектах добычи и транспорта нефти.
Щиты и шкафы позволяют размещать в них:
- приборы для контроля и управления технологическими процессами;
- трубные проводки с запорной арматурой;
- клеммные коробки.
Виды исполнений:
- щит приборный напольный ЩПП;
- щит приборный настенный ЩПС;
- шкаф приборный ШП;
- шкаф приборный утепленный ШПУ;
- шкаф приборный обогреваемый ШПО.
Щиты и шкафы могут изготавливаться как в комплекте с клеммными коробками и установленными приборами, так и без них. Установка и порядок комплектации щитов и шкафов клеммными коробками и приборами оговаривается при заказе.
Передняя часть щитов закрывается лицевыми панелями. По желанию заказчика лицевые панели могут не устанавливаться.
Крепление щитов осуществляется анкерными болтами.
В двери шкафа имеется окно для обеспечения возможности наблюдения за показывающими приборами без открывания двери.
Контролируемая среда – нефть, масло, вода, воздух.
Контролируемые параметры – давление, разрежение.
Климатическое исполнение и категория размещения по ГОСТ 15150:
- для щитов – УХЛ4.1
- для шкафов – УХЛ1
Данные сертификатов, лицензий
Сертификат соответствия № РОСС RU.АЯ36.Н24434.
Разрешение Федеральной службы по экологическому, технологическому и атомному надзору № РРС 00-30644.

ТУ 3434-113-00143780-99
Коробка клеммная КК предназначена для соединения и разветвления кабелей с медными и алюминиевыми жилами сечением от 1,5 до 4 мм2 в электрических цепях переменного тока напряжением до 220/380 В, частотой 50 Гц.
Коробки могут применяться в искробезопасных цепях взрывоопасных зон класса В-1 а, В-1 б, В-1 г.
В зависимости от количества зажимов выпускаются в трех исполнениях КК-10, КК-12, КК-20.
При эксплуатации температура окружающего воздуха от -45 до +40 °С.
Данные сертификатов, лицензий
Сертификат соответствия №РОСС RU. АЯ36.В26991

ТУ 3742-119-00143780-2001
Устройство УЭРВ-1М предназначено для поддержания на заданном уровне параметров (давления, расхода, температуры, уровня раздела фаз и др.) различных технологических процессов на установках подготовки нефти, сборных пунктах, товарных парках, объектах внутрипромыслового транспорта нефти, насосных станциях.
Регулирование параметров осуществляется путем автоматического открытия и закрытия регулирующего клапана по сигналам управляющих устройств.
В зависимости от типа и диаметра условного прохода регулирующего клапана и типа электроисполнительного механизма устройство УЭРВ-1М имеет 22 исполнения.
Состав устройства:
- регулирующий клапан 25с48нж или 25нж48нж;
- электрический исполнительный механизм
или МЭП-6300/160-160-IIBT4 (с индуктивным или токовым 4-20 мА датчиком положения);
или МЭПК-6300/50-60У (токовый датчик положения);
или ЭПР-8/50 (токовый датчик положения).
Устройство предназначено для эксплуатации во взрывоопасных зонах помещений всех классов и наружных установок, расположенных под навесами, в которых могут образоваться взрывоопасные смеси категорий IIА и IIВ групп Т1, Т2, ТЗ, Т4.
Данные сертификатов, лицензий
Сертификат соответствия № РОСС RU. АЯ36.В26877.
Разрешение Федеральной службы по экологическому, технологическому и атомному надзору №РРС 00-30644.
Оборудование для контроля технологических процессов

ТУ 39-1018-85
Установка дозировочная УДЭ предназначена для дозированного ввода жидких деэмульгаторов и ингибиторов парафиноотложения, солеотложения, коррозии (в дальнейшем – реагентов) в трубопровод промысловой системы транспорта и подготовки нефти c целью осуществления внутритрубопроводной деэмульсации нефти, а также защиты трубопроводов и оборудования от парафиноотложения, солеотложения и коррозии.
Область применения – на нефтяных промыслах для дозировки жидкостей, образующих с воздухом взрывоопасную смесь.
Установка снабжена:
- дозировочным электронасосом;
- баком для реагента объёмом 225 или 450 л;
- электроконтактным манометром;
- запорной арматурой;
- обратным клапаном;
- фильтром для реагента;
- устройством уровнемерным;
- линейкой с ценой деления 1 мм для оценки количества жидкости в баке;
- шкафом управления.
Основные функции:
- дозированная подача реагента в заданных объёмах и под определенным давлением;
- индикация включения дозировочного насоса;
- передача по коммуникационным каналам данных о состоянии дозировочного насоса УДЭ.
Принцип работы
Реагент из бака через вентиль уровнемерного устройства и фильтр поступает по трубопроводу на вход насоса. Насос подаёт реагент по трубопроводу, на котором установлены электроконтактный манометр, отсекающий вентиль и обратный клапан для предотвращения обратного хода реагента и скважинной жидкости при отсутствии давления от насоса.
Установки дозирующие электронасосные УДЭ изготовляются в зависимости от насосного агрегата в следующих исполнениях:
- с электронасосным агрегатом НД-2,5/100;
- с электронасосным агрегатом НД-0,4/100;
- с электронасосным агрегатом НД-1,0/100;
- с электронасосным агрегатом НД-1,6/100;
- с электронасосным агрегатом по требованию заказчика.
При эксплуатации температура окружающего воздуха от -40 до +40 °С.
Данные сертификатов, лицензий
Сертификат соответствия № С-RU.АЯ36.В.01388
Транспортные средства и оборудование прочие

1.1. Полное наименование изделия: механизм рулевой со встроенным гидроусилителем руля для автомобилей семейства УАЗ (далее - механизм).
1.2. Категория размещения по ГОСТ 15150 - 69.
Климатическое исполнение по ГОСТ 15150 - 69:
У - для районов с умеренным климатом;
Т - для районов с тропическим климатом.
2. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
2.1. Механизмы предназначены для увеличения момента создаваемого водителем на рулевом колесе с целью поворота управляемых колес транспортного средства как за счет механического редуцирования, так и за счет гидравлического усилителя.
2.2. Механизм используется в гидросистемах рулевого управления автомобилей. В качестве рабочей жидкости применяется масло гидравлическое марки "Р" ТУ38.101.1282 – 89, кинематической вязкостью 17-22 сСт при температуре + 40° и 1300 сСт при температуре - 20° С с тонкостью фильтрации не более 40 мкм.
3. КОМПЛЕКТ ПОСТАВКИ.
В комплект поставки входит:
Механизм 1 шт.
Транспортные пробки 4 шт.
Паспорт (допускается 1экз. в один ящик) 31601-34.00.500ПС
4. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ.
4.1. Эксплуатация механизмов должна производиться при строгом соблюдении требований ГОСТ 12.2.040 - 79, 4531-129- 05808600-97 ТУ и настоящего паспорта.
4.2. ЗАПРЕЩАЕТСЯ во время работы механизмов производить их регулирование.
4.3. Механизмы должны эксплуатироваться в соответствии с требованиями безопасности, изложенные в инструкции по эксплуатации машины.
4.4. К обслуживанию механизмов допускаются лица, ознакомленные с его устройством и правилами ухода за ним.
5. ПОРЯДОК РАБОТЫ
5.1. Подготовка к работе.
5.1.1. Перед установкой механизм должен быть расконсервирован.
5.1.2. При расконсервации механизмов необходимо:
1) удалить упаковку;
2) удалить с наружных поверхностей консервационную смазку одним из методов указанных в ГОСТ 9.014-78 раздел 8;
3) снять пробки, заглушающие каналы подвода-отвода рабочей жидкости;
4) слить остатки масла из внутренних полостей.
5.2. Эксплуатация.
5.2.1. К эксплуатации допускаются лица, прошедшие специальное обучение и ознакомленные с настоящим паспортом.
5.2.2. При эксплуатации механизмов в качестве рабочей жидкости разрешается применять только масла, указанные в паспорте.
5.2.3. Наружные утечки рабочей жидкости не допускаются.
5.2.4. Гидросистема должна быть снабжена фильтрами обеспечивающими степень фильтрации рабочей жидкости, указанную в настоящем паспорте.
5.2.5. Ремонт механизмов производится на специализированных заводах.
5.3. ВНИМАНИЕ! При расположении паза (метки) на торце вала-сошки перпендикулярно к оси вращения входного вала рулевого механизма реечное зацепление (рейка-поршень и вал-сошки) находится в среднем положении.
5.4. Во избежании непреднамеренной запрессовки толкателей концевых гидровыключателей ЗАПРЕЩАЕТСЯ вращать входной вал механизма более чем на 360° от среднего положения вправо и влево (или не более, чем на 20° вправо и влево от среднего положения вал-сошки).
6. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
6.1. Механизмы должны эксплуатироваться с учетом требований, изложенных в инструкции по эксплуатации всей машины.
6.2. В процессе эксплуатации механизмов необходимо проводить ежемесячное техническое обслуживание (ЕТО) в процессе которого следует проверять:
- отсутствие утечек в местах крепления трубопроводов;
- уровень масла в баке гидросистемы.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ МЕХАНИЗМОВ
| № п/п | Наименование показателей | Значение показателей по ТУ 4531-129-05808600-97 |
| 1. | Угол поворота вала сошки из одного крайнего положения в другое, град. | 80-2 |
| 2. | Момент вращения вала сошки при освобожденном входном вале, Нм | 40÷5 |
| 3. | Момент вращения входного вала при освобожденном вале сошки, Нм | от 1,4 до 3,5 |
| 4. | Гидравлический люфт механизма, не более град. | 6,5 |
| 5. | Герметичность | наружные утечки не допускаются |
| 6. | Внутренние утечки, не более, л/мин | 1,0 |
| 7. | Давление холостого хода, М Па не более, МПа | 0,5 |
| 8. | Давление нецентрирования, не более, МПа | 0,5 |
| 9. | Момент на входном валу механизма, необходимый для достижения в гидроусилителе давления 8 МПа, не более, Нм | 12 |
Оборудование судовое

Технические характеристики:
| 1. Класс Российского Речного Регистра | Л0,6(наплавной мост) |
| 2. Тип моста | мост-лента |
|
3. Грузоподъемность моста - масса |
60 тонн (50 тонн в зимний период) |
|
4. Грузоподъемность моста - масса |
120 тонн |
|
5. Грузоподъемность моста - масса |
90 тонн |
|
6. Грузоподъемность моста - масса |
150 тонн |
|
7. Дистанция между нагрузками |
не менее 20 метров |
| 8. Скорость движения по мосту | не более 10 км/ч |
| 9. Нагрузка на одну ось автомашины | не более 20 тонн |
| 10. Ширина проезжей части | 4,5 метра |
|
11. Поверхностная скорость течения |
не более 2,0 м/с |
| 12. Период эксплуатации | круглый год (кроме периодов ледостава и ледохода) |
| 13. Температура эксплуатации | от минус 600C до плюс 400C |
|
14. Габаритный размер, мм - речной понтон - береговой понтон |
7175х2492х1100 6700х2486х1060 |










Двигатели автомобильные, их детали и принадлежности

Оборудование гаражное и автозаправочное

Предлагаем различные топоразмеры кабин. Изготовим ОСК любых размеров под любое помещение. Опыт работы с 2000 года. Производство - Россия. Доставка и сборка в любом регионе России и СНГ. Гарантия 2 года.
ТМТ 2/10Д ДхШхВ , (10х5х5,м) дизельный нагрев, полная комплектация, монтаж на приямок, на "ровный пол"-без строительных работ.

Предлагаем различные топоразмеры кабин (длина от 2 до 60 и более метров). Изготовим ОСК любых размеров под любое помещение. Опыт работы с 2000 года. Производство - Россия. Доставка и сборка в любом регионе России и СНГ. Гарантия 2 года.
ТМ 1/7Д ДхШхВ, (7х4х2,75,м) дизельный нагрев,(возможен газовый), полная комплектация, монтаж на приямок, на "ровный пол"-без строительных работ.
Провода и кабели для систем управления, контроля и связи

Электронное и электрооборудование для машиностроения

Прочие машины и оборудование

Работа системы Eco может осуществляться как непосредственно во время работы станка, так и на выключенном основном технологическом оборудовании, например в обеденное или ночное время.
Система Есо может работать как автономно с любым типом оборудования для электрохимической обработки, так и может быть интегрирована в систему управления станков серии “ЕТ”.

Мини-экскаватор «Крот» предназначен для копания ям, траншей и прочих земляных работ в стеснённых условиях. Техника очень маневренна и удобна в использовании: при необходимости экскаватор перемещается по площадке, подтягиваясь или отталкиваясь стрелой, либо вручную.
Для работы требуется один оператор. Обучиться работать на технике даже неподготовленный человек сможет за 1 день. Никаких специальных документов и разрешений для этого не требуется.
Экскаватор имеет возможность мгновенной транспортировки путем буксировки на фаркопе легкового автомобиля по дорогам общего пользования, что делает его сверхмобильным. Также возможен вариант перевозки в бытовом прицепе или кузове Газели. В государственных органах техника не регистрируется, так как является средством малой механизации.
Мини-экскаватор «Крот» полностью производится на нашем предприятии (от металлоконструкций до гидравлики) с использованием отечественного металла.
Технические характеристики мини-экскаватора:
Длина (при вытянутой стреле) - 545 см
Длина (при транспортировке) - 370 см
Ширина (по колёсам) - 180 см
Ширина корпуса - 120 см
Ширина при выдвинутых упорах - 330 см
Масса - 500 кг
Рабочий радиус - 150°
Двигатель бензиновый Lifan - 15 л.с.
Расход топлива - 2-2,5 литра в час
Глубина копания - 220 см
Высота разгрузки (на борт грузовика) - 165 см
Высота подъёма стрелы - 265 см
Время подготовки к работе - 5 мин
Размер ковша - 25 и 35 см (0,0021 и 0,0034 м³)
Производительность - 5 м³ в час
Устройства гидро- и пневмоавтоматики


- Диагностика и ремонт гидравлики экскаваторов;
- Диагностика и ремонт гидравлики грейдеров;
- Диагностика и ремонт гидравлики комбайнов;
- Диагностика и ремонт гидравлики фронтальных погрузчиков;
- Диагностика и ремонт гидравлики автомобилей с гидроманипуляторами;
- Диагностика и ремонт гидравлики песковозов;
- Диагностика и ремонт гидравлики бульдозеров;
- Диагностика и ремонт гидравлики буровых;
- Ремонт гидравлических насосов;
- Диагностика и ремонт гидравлики прокатных станов;
- Диагностика и ремонт гидравлических шприцев;
- Диагностика и ремонт гидравлических прессов;
- Диагностика и ремонт гидравлики станков с ЧПУ;
- Диагностика и ремонт гидравлики автоматических линий

Устанавливается на сельскохозяйственную технику производства ПО "Гомсельмаш".
| Номинальная частота вращения ведущего вала, об/мин | 630±30 |
| Номинальная частота хода поводка, двойной ход/мин | 567±27 |
| Максимальное усилие на поводке, кН(кгс) | 6,5(650) |
| Ход поводка, мм | 85 |
| Масса не более, кг | 40 |
| Габаритные размеры (без шкива), мм | 225х252х339 |
(Примечание: расстояние от торца выточки корпуса до середины поводка 101 мм, шкива нет, расстояние от оси корпуса до конца ведущего вала 130 мм, тех. условие согласовано только на 50 шт.)
2.Техническая характеристика МППН-2.00.000-05
Устанавливается на сельскохозяйственную технику производства ОАО ПО "Красноярский завод комбайнов".
| Номинальная частота вращения ведущего вала, об/мин | 650±50 |
| Номинальная частота хода поводка, двойной ход/мин | 585 |
| Максимальное усилие на поводке, кН(кгс) | 6,5(650) |
| Ход поводка, мм | 85 |
| Масса не более, кг | 40 |
| Габаритные размеры (без шкива), мм | 221х252х335(379) |
(Примечание: расстояние от торца выточки корпуса до середины поводка 89 мм, шкив ф230, расстояние от оси корпуса до конца ведущего вала 126 мм, тех. условие не согласовано).
3.Техническая характеристика МППН-2.00.000-06
Устанавливается на сельскохозяйственную технику производства ОАО "Ростсельмаш".
| Номинальная частота вращения ведущего вала, об/мин | 650±50 |
| Номинальная частота хода поводка, двойной ход/мин | 585 |
| Максимальное усилие на поводке, кН(кгс) | 6,5(650) |
| Ход поводка, мм | 85 |
| Масса не более, кг | 40 |
| Габаритные размеры (без шкива), мм | 225х252х354(398) |
(Примечание: расстояние от торца выточки корпуса до середины поводка 101 мм, шкив ф240, расстояние от оси корпуса до конца ведущего вала 130 мм, тех. условие не согласовано).

В комплект поставки входит:
| Механизм качающейся шайбы | 1 шт. |
| Паспорт (допускается 1 экз. в один ящик) 3518050-121450 ПС | 1 шт. |
1. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ
Полное наименование изделия: механизм качающейся шайбы 3518050 – 121450.
1.2.Категория размещения по ГОСТ 15150 – 69.
Климатическое исполнение по ГОСТ 15150 – 69:
У – для районов с умеренным климатом;
2.НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Механизм качающейся шайбы 3518050 – 1214 50 (МКШ) предназначен для преобразования вращательного движения шкива в возвратно-поступательное движение рычага привода ножа режущего аппарата жаток комбайна «Дон – 1500».
3.ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
| Номинальная частота вращения приемного шкива, об/мин. | 473 |
| Максимальное усилие на поводке, кгс | 650 |
| Ход поводка, мм | 85 |
| Масса, кг, не более | 40 |
| Габаритные размеры, мм | 200х252х380 |
4.ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение должно соответствовать требованиям ГОСТ 15108–80.
Механизмы допускается транспортировать всеми видами транспорта. При транспортировании механизмов должны выполняться (в зависимости от вида транспорта) требования, изложенные в Правилах перевозки грузов по каждому виду транспорта.
В качестве транспортной тары применяются ящики типа 1 по ГОСТ 2991–85. Допускается применять ящики по ГОСТ 15841–88.
Количество механизмов, упаковываемых в один ящик – 4.
Условия хранения механизмов – 4 (ж2) по ГОСТ 15150–69
Срок хранения механизмов без переконсервации – 1 год.
В случае обнаружения дефектов временной противокоррозионной защиты при контрольных осмотрах в процессе хранения или по истечении срока защиты следует провести переконсервацию механизмов.
Для переконсервации механизмов используют средства временной защиты и временной упаковки, применяемые для их консервации.
При переконсервации механизмов необходимо:
слить остатки масла, удалить с наружной поверхности грязь, пыль;
залить в корпус рабочую жидкость и заглушить отверстия пробками;
переконсервировать все наружные неокрашенные поверхности.
В маслах и смазках, предназначенных для консервирования, не должно быть влаги и механических примесей.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Предприятие изготовитель гарантирует соответствие механизмов требованиям настоящих технических условий при соблюдении потребителем условий эксплуатации, транспортирования и хранения, установленных настоящими ТУ.
Гарантийный срок эксплуатации механизмов 12 месяцев.
Гарантийный срок эксплуатации механизмов, поставляемых на комплектацию, исчисляется со дня ввода их в эксплуатацию, но не позднее 6 месяцев со дня поступления на предприятие–изготовитель
Гарантийный срок хранения механизмов, поставляемых в запасные части, устанавливается и исчисляется:
на внутренний рынок – 1 год со дня отгрузки с предприятия-изготовителя.
на экспорт – 3 года с даты пересечения государственной границы России.
Гарантийный срок эксплуатации механизмов, поставляемых в запасные части, исчисляется со дня ввода их в эксплуатацию в пределах гарантийного срока хранения.
Рекламации заводу-изготовителю предъявляются в соответствии с действующим положением.
Завод–изготовитель не принимает претензий по механизму, вскрытому без своего представителя.

Вместо импортозамещения –
к полной импортонезависимости!!!
Основные достоинства:
- Кабина полностью изолирована от резонирующих деталей молотилки и бункера, установлена посередине и оснащена климат- контролем;
- Двигатель расположен сзади бункера и снабжен площадкой обслуживания;
- Унифицированная подмоторная рама под любые двигатели (базовый двигатель – ЯМЗ-238 – 220 л.с.);
- Наличие оригинального, не имеющего аналогов, переходного мостика вдоль бункера от площадки управления до площадки двигателя;
- Модернизированная и улучшенная очистка НОВАТОР ПЛЮС, повышающая производительность комбайна на 15-20%
- протокол №0726-2008(4060062) от 10.11.2008 г., выданный Кубанской МИС);
- Все приводы снабжены оригинальной, не имеющей аналогов в мире системой полуавтоматической регулировки и натяжения ременных передач СПРИНТ – патент RU № 2523534, RU № 2315213, RU 2568511, протокол государственных испытаний № 11-32-10 (4200042) от 28.10.2010г., Северо-Кавказская машиноиспытательная станция, РФ;
- Система СПРИНТ увеличивает наработку на отказ, что гарантирует увеличение дневной и сезонной наработки комбайна в среднем не менее 8%;
- Аккумуляторы комбайна устанавливаются в оригинальном компакт-контейнере, увеличивающем их ресурс более, чем в два раза – патент RU № 2461176 - и обслуживаются с земли, протокол государственных испытаний № 11-47-11 (4200012), Северо-Кавказская машиноиспытательная станция, РФ.;
- Увеличенный бункер на 0.7 м куб.;
- Упрощённая, легко обслуживаемая кинематическая схема комбайна;
- Не имеющая аналогов высочайшая ремонтопригодность;
- Усиленные – рама, панели соломотряса и молотилки;
- Бесшовные клавиши;
- Все гидропроводы выполнены из оцинкованных трубок;
- 100% унификация с существующим ремонтным фондом;
- Минимум оригинальных деталей;
- 95% комплектующих - российского производства;
- Самое низкое, не имеющее аналогов в мире, соотношение цены к пользе.
Комбайн имеет широкий спектр дополнительных опций: бункер с вертикальной шахтной выгрузкой, встроенные, включаемые лениксом: воздушный компрессор, механическая муфта сцепления, открывающиеся при работе двигателя все радиаторы с выдвижной площадкой для обдува радиаторов, разбрасыватель соломы, жатка с приводом Шумахера и др.
- Комбайн может при покупке сразу комплектоваться кукурузной и подсолнечной жатками производства ООО «НОВАТОР ПЛЮС», а также очёсывающими жатками;
Комбайн успешно прошел Государственные испытания на Поволжской государственной машиноиспытательной станции – протокол № 08-112-2014 (5060162) от 28.11.214и удостоен золотыми медалями медали на Всероссийской выставке «Золотая осень» в 2014 и 2015 г.г., обладает сертификатом Таможенного союза;
Высокий технический уровень и качество комбайна обеспечивается составом основных партнёров – ООО «НОВАТОР ПЛЮС», ООО «АГРОТРЕЙД», ООО «СЕЛЯНИН» - (Ростов-на-Дону), а также ряд предприятий нефтехимического машиностроения республики Башкортостан;
Высокая производительность комбайна ставит его в один ряд с такими комбайнами, как ACROS 530/590+, КЗС1218 и др.
Авторские права защищены – патент №134736.
Автор проекта: Мечкало Л.Ф.
Полной окупаемости можно достичь к концу второго сезона уборочных работ.
Технические характеристики:
- Производительность по зерну за 1 час основного времени, не менее, т/ч ……… 15;
- Максимальные потери за молотилкой %, не более ….. 1.5
- Типы основных жаток …. Зерновая сплошного среза;
- Ширина молотилки, мм ………… 1500;
- Диаметр молотильного барабана, мм ……. 800;
- Площадь соломотряса, м кв. ……………… 6.15;
- Площадь решет очистки, м кв. …………… 4.75;
- Вместимость бункера:
Дополнительная, м. куб. … до 1.5
- Варианты технологии по незерновой части:
- Измельчитель;
- Капот;
- Разбрасыватель соломы;
- Разбрасыватель половы;
- Копнитель (по отдельной заявке).
- Тип двигателя …………………. ЯМЗ 238;
- Мощность двигателя, кВт(л.с.), не менее …….. 165 (225)
- Ёмкость топливного бака, л, не менее ……….. 400;
- Масса комбайна без жатки …………………….
Оборудование грузоподъемное и такелажное

На сегодняшний день мы производим и реализуем следующие типы крановой техники:
Мостовые краны грузоподъёмностью до 50 тонн
Опорные и подвесные Кран-балки грузоподъёмностью до 20 тонн
Козловые краны грузоподъёмностью до 80 тонн
Мобильные передвижные устройства (МПУ) грузоподъёмностью до 10 тонн
Консольные краны грузоподъёмностью до 10 тонн
а так же поставляем
Тельферы и тали ручные производства Болгария, Китай, Швеция
Крановые весы, радиоуправление, частотные преобразователи, троллеи, кабельные системы токоподводов, ограничители грузоподъёмности и др.
Оказываем следующие услуги:
Монтаж, пуско-наладка и демонтаж крановой техники
Проектирование, ремонт и модернизация кранов
Техническое обслуживание кранового оборудования
Проектирование кранов любой сложности
За 2014 год мы произвели и отгрузили 84 крана, произвели монтаж 36 крановых путей и эстакад, поставили 158 тельферов и талей. Звоните нам круглосуточно и получите самое выгодное предложение на интересующий Вас товары и услуги.

Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||
|

Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||
|
Краноманипуляторная установка ИМ 20 предназначена для работы с мелкотоннажными грузами. Монтируется на небольшие шасси, типа ЗИЛ 5301 (Бычок), трактор МТЗ 82 и др. Имеет одну гидравлическую и одну механическую стрелу телескопирования. При собственном весе в 425 кг манипулятор способен поднимать грузы до 1 тонны.

Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||
|
Новая модель манипулятора, не требующего регистрации в Ростехнадзоре. Имеет Z-образное складывание стрелы. Максимальный вылет - 6,78. Грузоподъемность 990 кг на вылете 2,5 м и 350 кг на максимальном вылете.

Характеристики геофона Gs-one
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Электроприводы "ЭВИМ" (электромеханический вращательный исполнительный механизм) предназначены для дистанционного и ручного управления запорными устройствами в трубопроводной арматуре магистральных нефтепроводов, газопроводов и другого трубопроводного транспорта.
Электроприводы обеспечивают возможность использования их в автоматизированной системе управления технологическими процессами, в том числе в режиме телеметрии.
Электроприводы предназначены для эксплуатации в наружных установках во взрывоопасных зонах класса В-1г и в помещениях во взрывоопасных зонах класса В-1а с параметрами возможных взрывоопасных смесей горючих газов и паров с воздухом по ГОСТ Р 51330.11-99.
Климатическое исполнение УХЛ 1 по ГОСТ 15150-69 (при этом верхнее значение температуры окружающей среды плюс 50°С, нижнее - минус 50°С или минус 60°С в зависимости от исполнения электропривода).

Пневматические приводы со струйным двигателем "ПСДС-3" и "ПСДС-7" с автоматическим и ручным управлением, работают от давления транспортируемого; сжатого неагрессивного, природного газа или сжатого воздуха из автономной системы.
Предназначены для запорных кранов с шаровым затвором, используемых на трубопроводах промысловых газосборных и газоперерабатывающих пунктов, линейной части магистральных газопроводов, технологических обвязок, компрессорных и газораспределительных станций.
Функции пневмоприводов "ПСДС-3" и "ПСДС-7":
- отключение струйного двигателя пневмопривода при достижении затвором шарового крана крайних (конечных) положений "ОТКРЫТО", "ЗАКРЫТО" (блоком управления привода "БУП");
- отключение в любом промежуточном положении затвора шарового крана при крутящем моменте на выходном валу пневмопривода, превышающем максимальный крутящий момент (блоком ограничения крутящего момента "БОКМ");
- выдача на пульт управления сигнала при достижении затвором шарового крана крайних (конечных) положений и при срабатывании устройства ограничения крутящего момента.
Пневмопривод обеспечивает выполнение функций открытие, закрытие:
а) с пульта управления по командам оператора;
б) нажатием кнопки (рычага) непосредственно на пневмоприводе;
в) ручным дублером (при помощи штурвала).
Преимущества пневмоприводов со струйным двигателем:
- не требуют напряжения 380 В и подвода силового кабеля;
- работа пневматического привода со струйным двигателем отличается от работы традиционного пневмогидравлического и пневматического привода, так как при его эксплуатации:
- не требуется второй рабочий агент - гидрожидкость (масло), при этом повышается экологическая безопасность за счет отсутствия необходимости утилизации масла на трассах газопроводов и объектах добычи газа;
- не требуется выполнение большого объема плано-предупредительного ремонта и обслуживания; - не содержат подвижных трущихся уплотнений;
- работают на реальном транспортируемом газе без предварительной подготовки, независимо от его качества;
- гарантируют необратимость движения, невозможность поворота выходного вала под действием внешней нагрузки со стороны арматуры;
- обладают плавным ходом без рывков во всем диапазоне нагрузок и давлений рабочего газа;
- позволяют создать повышенный импульсный движущий момент, обеспечивающий страгивание запорного или регулирующего органа арматуры при его "прилипании" вследствие продолжительной неподвижности;
- обеспечивают быстрый реверс выходного вала привода из любого конечного или промежуточного положения;
- приводы работают в расширенном диапазоне давлений транспортируемой среды от 1,5 до 16 МПа и при температуре рабочего тела от минус 60 ºС до плюс 175 ºС;
- возможность замены за счет применения адаптеров любого импортного и отечественного пневмоприводов, выработавших ресурс.

Блок управления пневмогидроприводом "БУП-П" (ТУ 3799-005-07503715-99)предназначен для дистанционного и местного (ручного) управления пото-ком рабочей среды (управляющего газа), поступающего от источника питания в пневмо-гидропривод. Эксплуатация блока возможна в составе пневмогидроприводов всех отече-ственных производителей.
Блок предназначен для эксплуатации во взрывоопасных зонах всех классов помещений и наружных установках, где возможно образование взрывоопасных смесей газов и паров с воздухом категорий IIА, IIВ, IIС и групп самовоспламеняемости Т1, Т2, Т3, Т4, Т5.
Обеспечивает выполнение следующих функций:
- открытие или закрытие подачи управляющего газа от пневмомагистрали путем:
а) подачи на блок электрического сигнала мощностью до 20 Вт по командам оператора с пульта управления (дистанционно);
б) нажатия рычага непосредственно на самом блоке (местное управление); - автоматическое прекращение подачи управляющего газа в привод при достижении затвором шарового крана крайних положений "ОТКРЫТО", "ЗАКРЫТО";
- указание положения затвора крана механическим указателем и выдачу сигналов о крайних положениях затвора крана на пульт управления.
Основные преимущества блока управления "БУП-П":
- высокая надежность;
- высокая точность настройки;
- простота настройки;
- удобство в эксплуатации;
- долговечность;
- не требуется подготовка газа;
- возможна эксплуатация в составе пневмогидроприводов всех отечественных производителей.

Автомат аварийного закрытия крана "ААЗК" (ТУ 4151-035-07503715-2004) предназначен для подачи управляющего сигнала в систему управления краном для автоматического закрытия крана при разрыве магистрального газопровода с целью сокращения потерь газа и снижения уровня загрязненности окружающей среды.
Автомат аварийного закрытия крана ААЗК работает от энергии транспортируемого газа и предназначен для эксплуатации в наружных установках во взрывоопасных зонах класса В-1г и в помещениях во взрывоопасных зонах класса В-1а с параметрами возможных взрывоопасных смесей горючих газов и паров с воздухом по ГОСТ Р51330.19-99.
Автомат "ААЗК" обеспечивает выполнение следующих функций:
- аварийное закрытие крана при разрыве газопровода до и после крана;
- дистанционное (с пульта управления) и местное (вручную) управление закрытием-открытием крана;
- возвращение вручную блока контроля падения давления в "дежурный" режим после устранения неисправности в газопроводе.
ААЗК, ААЗК2 и его исполнения предназначены для работы с пневмогидроприводами.
ААЗК1 предназначен для работы с электроприводами.

Наше предприятие обладает солидным опытом по изготовлению корпусов кумулятивных зарядов широкой номенклатуры, используемых в перфорационных системах различных типоразмеров.
Кроме того, за время развития на предприятии освоено производство сопутствующей продукции – пенопластовых лотков для упаковки корпусов кумулятивных зарядов, а также пластмассовых фиксаторов, предназначенных для установки и ориентации зарядов в корпусе перфоратора.

Шламоуловитель (ШУ) предназначен для улавливания и удаления с забоя остатков металла в процессе бурения.
Шламоуловитель устанавливается непосредственно над долотом и может использоваться как при роторном способе бурения, так и при бурении турбобурами и винтовыми забойными двигателями.
Шламоуловитель состоит из корпуса с двумя внутренними резьбами и одной наружной резьбой, предназначенной для навинчивания корзины. В процессе работы поток жидкости поднимает частицы металла, которые попадают в корзину и оседают в ее нижней части. Свинчивание и отвинчивание составных частей шламоуловителя, его крепление и раскрепление в компоновке низа бурильной колонны производится машинными ключами при заторможенном роторе.


Продукция, изготавливаемая на ООО «УралТоргСервис» находит своё применение в самых различных отраслях: от тяжелого до точного машиностроения.
Нашими заказчиками являются крупные предприятия нефтегазового машиностроения, энергомашиностроения, авиационной промышленности, подъемно-транспортного машиностроения, а также приборостроения.


Взрывной пакер (ВП) предназначен для перекрытия и разобщения отдельных пластов (нефтяных, газовых и др.) в обсаженных буровых скважинах за счёт энергии взрыва порохового заряда. Взрывной пакер создаёт в стволе герметичную пробку, выдерживающую перепад давлений до 30 МПа.
Наиболее распространённый взрывной пакер — полый цилиндр из алюминиевых сплавов, который при срабатывании порохового заряда деформируется и запрессовывается в обсадную трубу.


Кумулятивный перфоратор — устройство для перфорационных работ в скважине, действие которого основано на кумулятивном эффекте. Он применяется для вскрытия продуктивных пластов в обсаженных нефтяных, газовых, нагнетательных и других скважинах, когда требуется достаточная глубина перфорационных каналов и допускается повышенное механическое воздействие на обсадную колонну.
Различают бескорпусные и корпусные кумулятивные перфораторы. Бескорпусные различаются по каркасам — извлекаемому или неизвлекаемому. Корпусные кумулятивные перфораторы бывают многократного и одноразового использования.
Кумулятивные перфораторы различаются также размерами, величиной и конструкцией заряда и каркаса, давлением и температурой применения, которую определяет термостойкость взрывчатых веществ и средств взрывания.
Наше предприятие имеет опыт в изготовлении корпусов кумулятивных перфораторов, которые представляют собой прочные трубы с отверстиями под установку кумулятивных зарядов и резьбами с обоих концов. Диапазон диаметров обрабатываемых труб составляет до 106 мм, а длинновых габаритов – до двух метров.


Установка разведочного бурения УРБ-2А-2 предназначена для бурения геофизических и структурно-поисковых скважин на нефть и газ вращательным способом с очисткой забоя скважины промывкой, продувкой или транспортировкой разрушенной породы на поверхность шнеками. Установка имеет перемещающийся вращатель с гидроприводом, который используется в процессе бурения, наращивания бурильного инструмента без отрыва его от забоя и выполняет совместно с гидроподъемником работу по спуску-подъему инструмента и его подачу при бурении.
Бурение производится вращательным способом с промывкой или продувкой скважины или шнеками. Установка УРБ 2А2 приводится в действие от двигателя автомобиля. Перемещающийся по мачте вращатель с гидроприводом используется при бурении, наращивании бурильного инструмента без отрыва от забоя и выполняет совместно с гидроподъемником работу по спуску (подъему) инструмента и его подачу при бурении. Вращатель перемещается по мачте при помощи гидроцилиндра и талевой системы. Гидравлический механизм спуска-подъёма и подачи инструмента обеспечивает оптимальное усилие подачи, в том числе и при бурении пневмоударниками, и позволяет вести высокоэффективное бурение по породам любой категории крепости. Управление установкой полностью гидрофицировано и сконцентрировано на пульте бурильщика. На пульте находятся контрольные приборы и регуляторы усилия на забой, скорости подачи и подъема, а также частоты вращения шпинделя вращателя.
| Технические характеристики УРБ-2А-2 | |
| Условная глубина бурения, м: | |
| - структурно-поисковых скважин с промывкой | 350 |
| - геофизических скважин : | |
| с промывкой | 100 |
| с продувкой | 50 |
| шнеками | 30 |
| Начальный диаметр бурения с промывкой, мм | 190 |
| Конечный диаметр бурения с промывкой, мм : | |
| - структурно-поисковых скважин | 93 |
| - геофизических скважин | 118 |
| Диаметр бурения с продувкой, мм | 118 |
| Диаметр бурения шнеками, мм | 200 |
| Частота вращения бурового снаряда, с-1 | 0,45; 0,7; 1,0; 2,33; 3,75; 5,42 |
| Наибольший крутящий момент, Н*м | 2000 |
| Ход вращателя, мм | 5150 |
| Скорость подъема бурового снаряда, м/с | 0 - 1,25 |
| Габаритные размеры в транспортном положении, мм, на шасси ЗиЛ-131(Урал) | 7850х2500х3300 (8080х2500х3500) |
| Габаритные размеры в рабочем положении, мм на шасси ЗиЛ-131(Урал) | 7850х2500х8200 (8080х2500х8380) |
| Масса установки, кг. на шасси ЗиЛ-131(Урал) | не более 10 100 (13 800) |
| Указанные диаметры бурения могут существенно варьироваться!!! | |



Насосы и оборудование компрессорное

Устанавливается на автомобильные шасси
| Модель, тип | Производительность, м3/мин | Давление избыточное, кгс/см2 | Мощность привода, номинальная, л.с. | Габаритные размеры, мм. | Масса, кг. |
| СДА-5/101М | 5 | 100 | 360 | 9115х2500х3600 | 20465 |
| СДА-5/221М | 5 | 220 | 360 | 9115х2500х3600 | 20615 |
| СДА-10/101М | 10 | 100 | 520 | 9420х2500х3600 | 23760 |
| СДА-10/251М | 10 | 250 | 520 | 9420х2500х3600 | 24060 |
| СДА-20/101М | 20 | 100 | 880 | 13000х2500х3600 | 31720 |
| СДА-20/251М | 20 | 250 | 880 | 13000х2500х3600 |
32270 |

Самоходные воздушные станции
Компрессорная установка типа СД широко применяется в различных сферах промышленности. Имеет ряд преимуществ:|
Модель, тип |
Производительность, м3/мин |
Давление избыточное, кгс/см2 |
Мощность привода, номинальная, л.с. |
Габаритные размеры, мм. |
Масса, кг. |
|
СД-9/101М |
9 |
100 |
360 |
9115х2500х3600 |
20225 |
|
СД-9/221М |
9 |
220 |
360 |
9115х3000х3600 |
20225 |
|
СД-18/101М |
18 |
100 |
520 |
9420х2500х3600 |
23560 |
|
СД-18/251М |
18 |
250 |
520 |
9420х2500х3600 |
23860 |
|
СД-36/101М |
36 |
100 |
1080 |
13000х2500х3600 |
31600 |
|
СД-36/251М |
36 |
250 |
1080 |
13000х2500х3600 |
32000 |
Детали и принадлежности станков

С 2010 г. ООО «Концерн Инмаш» поставляет шариковые винтовые передачи по заказу Министерства обороны РФ на ряд крупнейших машиностроительных предприятий Российской Федерации.
Оборудование позволяет выпускать ШВП длиной до 2000 мм, диаметром от 12 до 100 мм, шагом от 2,5 до 20 мм. Профиль резьбы арочный, радиусный. Класс точности ПЗ, ТО.
Главные преимущества передач винт-гайка качения заключается в следующем:
- низкие потери на трение; к.п.д. этих передач достигает значения 0,9-0,95 по сравнению с 0,2-0,4 передач винт-гайка скольжения;
- почти полная независимость силы трения от скорости и весьма малое трение покоя, что благоприятно в отношении обеспечения устойчивости (равномерности) движения;
- возможность полного устранения зазоров и создания натяга, обеспечивающего высокую осевую жесткость.
Метрологическое и специальное оборудование обеспечивает контроль по всем техническим и эксплуатационным характеристикам:
- обкатка ШВП - стенд С353147;
- колебания момента холостого хода - стенд С3531-38;
- осевая жесткость - стенд СЗ531-37;
- кинематическая точность - измерительная машина МС 4851, микроскоп ДИП1.
ШВП производства ООО «Концерн Инмаш» отличаются высоким качеством изготовления поверхностей качения, повышенной плавностью работы, высокой осевой жесткостью и высокой точностью.
ШВП изготавливаются по заказу, как по чертежам заказчика, так и по чертежам, разработанным специалистами ООО «Концерн Инмаш» по согласованию с потребителем.
Полный каталог типоразмеров ШВП можно скачать в карточке предприятия.

С 2010 г. ООО «Концерн Инмаш» поставляет шариковые винтовые передачи по заказу Министерства обороны РФ на ряд крупнейших машиностроительных предприятий Российской Федерации.
Оборудование позволяет выпускать ШВП длиной до 2000 мм, диаметром от 12 до 100 мм, шагом от 2,5 до 20 мм. Профиль резьбы арочный, радиусный. Класс точности ПЗ, ТО.
Главные преимущества передач винт-гайка качения заключается в следующем:
- низкие потери на трение; к.п.д. этих передач достигает значения 0,9-0,95 по сравнению с 0,2-0,4 передач винт-гайка скольжения;
- почти полная независимость силы трения от скорости и весьма малое трение покоя, что благоприятно в отношении обеспечения устойчивости (равномерности) движения;
- возможность полного устранения зазоров и создания натяга, обеспечивающего высокую осевую жесткость.
Метрологическое и специальное оборудование обеспечивает контроль по всем техническим и эксплуатационным характеристикам:
- обкатка ШВП - стенд С353147;
- колебания момента холостого хода - стенд С3531-38;
- осевая жесткость - стенд СЗ531-37;
- кинематическая точность - измерительная машина МС 4851, микроскоп ДИП1.
ШВП производства ООО «Концерн Инмаш» отличаются высоким качеством изготовления поверхностей качения, повышенной плавностью работы, высокой осевой жесткостью и высокой точностью.
ШВП изготавливаются по заказу, как по чертежам заказчика, так и по чертежам, разработанным специалистами ООО «Концерн Инмаш» по согласованию с потребителем.
Полный каталог типоразмеров ШВП можно скачать в карточке предприятия.

С 2010 г. ООО «Концерн Инмаш» поставляет шариковые винтовые передачи по заказу Министерства обороны РФ на ряд крупнейших машиностроительных предприятий Российской Федерации.
Оборудование позволяет выпускать ШВП длиной до 2000 мм, диаметром от 12 до 100 мм, шагом от 2,5 до 20 мм. Профиль резьбы арочный, радиусный. Класс точности ПЗ, ТО.
Главные преимущества передач винт-гайка качения заключается в следующем:
- низкие потери на трение; к.п.д. этих передач достигает значения 0,9-0,95 по сравнению с 0,2-0,4 передач винт-гайка скольжения;
- почти полная независимость силы трения от скорости и весьма малое трение покоя, что благоприятно в отношении обеспечения устойчивости (равномерности) движения;
- возможность полного устранения зазоров и создания натяга, обеспечивающего высокую осевую жесткость.
Метрологическое и специальное оборудование обеспечивает контроль по всем техническим и эксплуатационным характеристикам:
- обкатка ШВП - стенд С353147;
- колебания момента холостого хода - стенд С3531-38;
- осевая жесткость - стенд СЗ531-37;
- кинематическая точность - измерительная машина МС 4851, микроскоп ДИП1.
ШВП производства ООО «Концерн Инмаш» отличаются высоким качеством изготовления поверхностей качения, повышенной плавностью работы, высокой осевой жесткостью и высокой точностью.
ШВП изготавливаются по заказу, как по чертежам заказчика, так и по чертежам, разработанным специалистами ООО «Концерн Инмаш» по согласованию с потребителем.
Полный каталог типоразмеров ШВП можно скачать в карточке предприятия.

Компоновка станка выполнена с целью получения максимальной жесткости, что достигается установкой на единой станине двух независимых узлов – шпиндельной бабки и суппорта для крепления револьверной головки осевого типа. Станина, шпиндельная бабка и суппорт представляют собой литые детали, обеспечивающие достаточную жесткость и термостабильность.
Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Основные технические характеристики
Наибольшее перемещение, мм: 250
- шпиндельной бабки по оси Z 250
- суппорта по оси Х 200
Наибольший диаметр заготовки, устанавливаемой над станиной, мм 320
Наибольшая длина обработки, мм 120
Шпиндель:
- наибольший диаметр обработки, мм 200
- присоединительный конец по DIN 55026 А6
- диапазон частот вращения, мин-1 5…4 000
- номинальный крутящий момент, Н·м 200
Диапазон программируемых подач по осям X, Z, мм/мин 0 … 15 000
Точность позиционирования по осям X, Z, мм ±0,005
Повторяемость позиционирования, мм ±0,0025
Наибольшее усилие подачи по осям X, Z, н 5 250
Револьверная головка:
- количество позиций 8
- диаметр цилиндрического хвостовика инструментального блока (система VDI) по гост 24900 (DIN 69880), мм 40
- время смены инструмента, с 0,5
- точность позиционирования, ...'' ±4
- повторяемость позиционирования, ...’’ ±1,6
Вместимость ящика в системе отвода стружки, м3 0,06
Производительность насоса, л/мин 50
Вместимость бака в системе сож, л 136
Род тока питающей сети:
- напряжение, в 380
- частота, гц 50
- число фаз 3
Номинальная мощность двигателя главного движения, квт 12
Габаритные размеры станка – длина x ширина x высота, мм 2 720 х 2 440 х 2 080
Масса станка, кг 4 500
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок имеет большие диапазоны подач и чисел оборотов, которые полностью обеспечивают выбор нормативных режимов резания для обработки заготовок из различных типов сталей, легких сплавов и неметаллов. На станке программируются координатные перемещения суппорта (ось X), салазки (ось Z), скорость их перемещения, частота вращения шпинделя.
Станок может быть использован в любых производствах различных отраслей промышленности.
Основные технические характеристики
Наибольший диаметр заготовки, устанавливаемой над станиной, мм 500
Наибольшая длина обработки, мм 600
Наибольший диаметр обработки, мм:
- валы 200
- диски 300
Наибольшие программируемые перемещения, мм:
- по оси X 250
- по оси Z 650
Перемещение пиноли задней бабки, мм 125
Конус пиноли шпинделя задней бабки МТ5
Шпиндель:
- размер патрона, мм 210
- конус ISO A2-6
- диапазон частот вращения, мин-1 5…4 000
- число ступеней частот вращения - регулирование бесступенчатое
- мощность главного двигателя, кВт 12
- номинальный крутящий момент (с двигателем мощностью 12 кВт), Н·м 200
Диапазон программируемых подач, мм/мин:
- по оси X 0,01…9 000
- по оси Z 0,01…12 000
Скорость быстрого перемещения по осям X/Z, м/мин 20/25
Точность позиционирования, мм ±0,005
Повторяемость позиционирования, мм ±0,0025
Наибольшее усилие подачи по осям X, Z, н 5 250
Габаритные размеры станка (с приставным оборудованием) – длина x ширина x высота, мм, не более 4 300 x 1 850 x 1 900
Масса станка, кг, не более 4 600
Вместимость ящика в системе отвода стружки, м3 0,1
Производительность насоса, л/мин 50
Вместимость бака в системе СОЖ, л 220
Номинальное рабочее давление сжатого воздуха, мПа 0,4 ... 0,6
Количество позиций револьверной головки 8
Диаметр цилиндрического хвостовика инструментального блока (система VDI) по гост 24900 (DIN 69880), мм 40
Время смены инструмента, с 0,5
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

фрезерование деталей, чистовое растачивание отверстий и канавок в них.
Станок может быть применен в области производства пресс-форм и штампов, изготовления моделей и для решения других универсальных задач, а также использован в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе аэрокосмической, автомобильной, инструментальной и др Компоновка станка позволяет создавать технологический модуль
«робот-станок».
Основные технические характеристики
Размер рабочей поверхности стола – ширина х длина, мм 400 x 900
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм 700
Наибольшая масса обрабатываемой детали, кг, не более 400
Конус шпинделя SK 40 (BT 40/HSK A63)
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Пределы частот вращения шпинделя, мин-1 0…8 000
Номинальный крутящий момент на шпинделе, н·м 44,6
Наибольшее программируемое перемещение, мм:
- по оси X 600
- по оси Y 450
- по оси Z 450
Точность позиционирования по осям X, Y, Z, мм ±0,005
Дискретность задания перемещения по осям х, у, Z, мм 0,001
Число управляемых осей координат 3 (4)
Число одновременно управляемых осей координат 3 (4)
Наибольшее усилие подачи по осям X, Y, Z, н 3 000
Диапазон рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин 15 … 25
Вместимость инструментального магазина, шт. 24
Время смены инструмента, с 7
Максимальный диаметр инструмента, устанавливаемого в магазине, при длине 200 мм, мм 100
Максимальная длина инструмента, устанавливаемого в шпинделе станка, при диаметре 60 мм, мм 250
Наибольшая масса оправки, устанавливаемой в магазине, кг 8
Суммарная мощность установленных на станке электродвигателей, квт 23
Габаритные размеры станка, мм, не более:
- ширина 3 650
- длина 2 200
- высота 2 830
Общая площадь станка в плане (с учетом открытых дверей шкафа, c отдельно стоящим оборудованием), м2 10
Масса станка, кг 4 400
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок может применяться для обработки пресс-форм, штампов, электродов и для решения других универсальных задач, а также использоваться в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе аэрокосмической, автомобильной, инструментальной и др. Компоновка станка позволяет создавать технологический модуль «робот-станок».
Основные технические характеристики
Размер рабочей поверхности стола – ширина х длина, мм 630 x 1 200
Количество Т-образных пазов 5
Ширина Т-образных пазов стола, мм 18Н7 (18Н11)
Расстояние между пазами, мм 100
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм 610
Наибольшая масса обрабатываемой детали, кг 500
Конус шпинделя SK40 (BT 40/HSK A63)
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Пределы частот вращения шпинделя, мин-1 0 … 8 000
Номинальный крутящий момент на шпинделе, Н·м 44,6
Мощность шпинделя, кВт 7
Наибольшее программируемое перемещение, мм:
- по оси X 1 100
- по оси Y 500
- по оси Z 450
Точность позиционирования по осям X, Y, Z, мм ±0,005
Число управляемых осей координат 3 (4)
Число одновременно управляемых осей координат 3 (4)
Диапазон рабочих подач по осям, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин 15 … 25
Вместимость инструментального магазина, шт. 24
Время смены инструмента, с 7
Наибольшая масса оправки, устанавливаемой в магазине, кг 8
Максимальный диаметр инструмента, устанавливаемого в магазине, при длине 200 мм, мм 100
Максимальная длина инструмента, устанавливаемого в шпинделе станка, при диаметре 60 мм, мм 250
Суммарная мощность установленных на станке электродвигателей, кВт 17,9
Габаритные размеры станка – ширина x длина x высота, мм, не более 3 230 x 2 360 x 3 000
Общая площадь станка в плане (с учетом открытых дверей электрошкафа и приставного оборудования), м2 17,36
Масса станка, кг 7 000
Производительность насоса СОЖ, л/мин 50
Вместимость бака СОЖ, л 80 х 2
Номинальное рабочее давление cжатого воздуха, мПа 0,4 … 0,8
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Основные технические характеристики
Размер рабочей поверхности стола – ширина х длина, мм 700 x 1 400
Количество Т-образных пазов стола 5
Ширина направляющего паза стола, мм 18H7
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм 1 060
Наибольшая масса обрабатываемой детали, кг, не более 1 500
Конус шпинделя SK 40 (BT 40/HSK A63)
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Диапазон частот вращения шпинделя, мин-1 8 000
Номинальный крутящий момент на шпинделе, Н·м 70
Наибольшее программируемое перемещение, мм:
- по оси X (продольное) 1 400
- по оси Y (поперечное) 780
- по оси Z (вертикальное) 1 000
Точность позиционирования по осям X, Y, Z, мм ±0,005
Дискретность задания перемещения, мм 0,001
Число управляемых осей координат 3 (5)
Число одновременно управляемых осей координат при линейной интерполяции 3 (5)
Наибольшее усилие подачи по осям X, Y, Z, Н 8 000
Диапазон рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин 15 … 25
Вместимость инструментального магазина, шт. 20
Время смены инструмента, c, не более 7
Наибольший диаметр инструмента, устанавливаемого в магазине – с пропуском/без пропуска гнезд, мм 125/80
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм 250
Наибольшая масса оправки, устанавливаемой в магазине, кг 10
Суммарная мощность установленных на станке электродвигателей, кВт 41,8
Габаритные размеры станка – ширина x длина x высота, мм, не более 4 400 x 5 160 x 3 690
Масса станка, кг, не более 10 000
Производительность насоса, л/мин 50
Вместимость бака СОЖ, л 170
Номинальное рабочее давление cжатого воздуха, мПа 0,4 … 0,8
Расход воздуха за цикл смены инструмента, л 20
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

фрезерование деталей, чистовое растачивание отверстий и канавок в них.
Благодаря наличию линейных приводов, обеспечивающих высокую скорость перемещений в сочетании с высокой точностью позиционирования, станок S250 может применяться для обработки деталей сложной формы, а также использоваться в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе приборостроении, производстве медицинской техники, производстве узлов точной механики.
Основные технические характеристики
Размер рабочей поверхности стола – ширина х длина, мм 250 x 200
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм 410
Наибольшая масса обрабатываемой детали, кг, не более 100
Диаметр рабочей поверхности поворотного двухосевого стола, мм 250
Наибольшая частота вращения стола по осям а, с, мин-1 25
Угол поворота стола, ...°:
- по оси а 180 (+90/-90)
- по оси с 360
Наибольшее расстояние от торца шпинделя до зеркала планшайбы, мм 525
Наибольшая масса обрабатываемой детали, кг, не более 100
Конус шпинделя SK 40 (BT 40/HSK A63)
Пределы частот вращения шпинделя, мин-1 0 … 8 000
Номинальный крутящий момент на шпинделе, н·м 23,6
Наибольшее программируемое перемещение, мм:
- по оси X 635
- по оси Y 280
- по оси Z 390
Точность позиционирования по осям X, Y, Z/повторяемость, мм 0,005/0,003
Число управляемых осей координат 5
Диапазон рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрого перемещения, м/мин:
- по осям X, Y до 80
- по оси Z 15 … 25
Вместимость инструментального магазина, шт. 24
Время смены инструмента, с 10
Максимальный диаметр инструмента, устанавливаемого в магазине, при длине 200 мм, мм 100
Максимальная длина инструмента, устанавливаемого в шпинделе станка, при диаметре 60 мм, мм 250
Наибольшая масса оправки, устанавливаемой в магазине, кг 8
Суммарная мощность установленных на станке электродвигателей, кВт 16,1
Габаритные размеры станка – ширина x длина x высота, мм, не более 1 750 x 3 000 x 1 800
Общая площадь станка в плане (с учетом открытых дверей шкафа, c отдельно стоящим оборудованием), м2 7,4
Масса станка (без отдельно стоящего оборудования), кг 1 800
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок предназначен для обработки пресс-форм, штампов, турбин, моноколес и других деталей сложной формы в пяти осях: трех линейных и двух круговых. Станок может быть использован в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе аэрокосмической, автомобильной, инструментальной и др. Компоновка станка позволяет создавать
технологический модуль «робот-станок».
Основные технические характеристики
Диаметр рабочей поверхности планшайбы, мм 500
Наибольшая частота вращения стола, мин-1:
- по оси А 17 (до 60)
- по оси С 17 (до 1 200)
Угол поворота стола, ...°:
- по оси А 180 (+90/-90)
- по оси С 360
Наибольшее расстояние от торца шпинделя, мм:
- до зеркала планшайбы 620
- до оси поворотного стола (ось А) 640
Наибольшая масса обрабатываемой детали, кг, не более 500
Конус шпинделя SK 40 (BT 40/HSK A63)
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Пределы частот вращения шпинделя, мин-1 0 … 8 000 (до 42 000)
Номинальный крутящий момент на шпинделе, Н·м 85 (до 320)
Мощность шпинделя, кВт 11
Наибольшее программируемое перемещение по осям X/Y/Z, мм 600/550/550
Точность позиционирования по осям X, Y, Z, мм ±0,005
Число управляемых осей координат 5
Число одновременно управляемых осей координат 5
Диапазон рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин 30 (до 60)
Вместимость инструментального магазина, шт. 24 (опция 40)
Время смены инструмента, с 7
Максимальный диаметр инструмента, устанавливаемого в магазине, при длине 200 мм, мм 100
Максимальная длина инструмента, устанавливаемого в шпинделе станка, при диаметре 60 мм, мм 250
Наибольшая масса оправки, устанавливаемой в магазине, кг 8
Суммарная мощность установленных на станке электродвигателей, кВт 21,7
Габаритные размеры станка – ширина x длина x высота, мм, не более 2 980 x 3 600 x 2 900
Общая площадь станка в плане (с учетом открытых дверей шкафа, c отдельно стоящим оборудованием), м2 10,7
Масса станка, кг 7 500
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок может применяться для обработки пресс-форм, штампов, турбин, моноколес и других деталей сложной формы в пяти осях: трех линейных и двух круговых, а также использоваться в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе аэрокосмической, автомобильной, инструментальной и др Компоновка станка позволяет создавать технологический модуль «робот-станок».
Основные технические характеристики
Размер поверхности стола – длина х ширина, мм 560 x 500
Общие габариты 3-осевого стола (с накладным дополнительным столом), мм 1 340 х 500
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм 490
Наибольшая масса обрабатываемой детали, кг 600
Диаметр планшайбы поворотного двухосевого стола, мм 500
Наибольшая частота вращения стола по осям а, с, мин-1 17
Угол поворота стола, ...°:
- по оси а 180 (+90/-90)
- по оси с 360
Наибольшее расстояние от торца шпинделя до зеркала планшайбы, мм 690
Наибольшая масса обрабатываемой детали, кг 500
Конус шпинделя SK 40 (BT 40, HSK A63)
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Пределы частот вращения шпинделя, мин-1 0 … 8 000
Номинальный крутящий момент на шпинделе, Н·м 44,6
Мощность шпинделя, кВт 7
Наибольшее программируемое перемещение по осям X/Y/Z, мм 1 100/500/450
Точность позиционирования по осям X, Y, Z, мм ±0,005
Число управляемых осей координат 5
Число одновременно управляемых осей координат 5
Диапазон рабочих подач по осям, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин 15 … 25
Вместимость инструментального магазина, шт. 24
Время смены инструмента, с 7
Наибольшая масса оправки, устанавливаемой в магазине, кг 8
Максимальный диаметр инструмента, устанавливаемого в магазине, при длине 200 мм, мм 100
Максимальная длина инструмента, устанавливаемого в шпинделе станка, при диаметре 60 мм, мм 250
Суммарная мощность установленных на станке электродвигателей, кВт 21,7
Габаритные размеры станка – ширина x длина х высота, мм, не более 3 230 x 2 760 x 3 000
Общая площадь станка в плане (с учетом открытых дверей электрошкафа и приставного оборудования), м2 20,8
Масса станка, кг 9 000
Вместимость бака СОЖ, л 80 х 2
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок может применяться для обработки пресс-форм, штампов, турбин, моноколес и других деталей сложной формы в пяти осях: трех линейных и двух круговых, а также использоваться в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе аэрокосмической, автомобильной, инструментальной и др Компоновка станка позволяет создавать технологический модуль «робот-станок».
Основные технические характеристики
Диаметр рабочей поверхности стола, мм 500 (630)
Количество Т-образных пазов 8
Ширина паза поворотного стола, мм 18н7 (18н11)
Диаметр центрального отверстия стола, мм 100н7
Наибольшая частота вращения стола (оси а и с), мин-1 15
Угол поворота стола, ...°:
- по оси а 180 (+90/-90)
- по оси с 360
Наибольшее расстояние, мм:
- от торца шпинделя до зеркала планшайбы 610
- от торца шпинделя до оси поворотного стола (ось а) 610
Наибольшая масса обрабатываемой детали, кг, не более 500 (1 000)
Конус шпинделя SK 40 (вт 40/HSK A63)
Пределы частот вращения шпинделя, мин-1 0 … 14 000
Номинальный крутящий момент на шпинделе, Н·м 74
Мощность шпинделя, кВт 14
Наибольшее программируемое перемещение по осям X/Y/Z, мм 650/500/600
Точность позиционирования по осям X, Y, Z, мм ±0,005
Повторяемость позиционирования по осям X, Y, Z, мм 0,001
Число управляемых осей координат 5
Число одновременно управляемых осей координат 4 (5)
Диапазон рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин до 60
Вместимость инструментального магазина, шт. 24 (40)
Время смены инструмента, с 7
Наибольший диаметр инструмента, устанавливаемого в магазине, мм 100
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм 250
Наибольшая масса оправки, устанавливаемой в магазине, кг 8
Суммарная мощность установленных на станке электродвигателей, кВт 54
Габаритные размеры станка – ширина x длина x высота, мм 3 530 x 2 880 x 3 200
Общая площадь станка в плане, м2 26,8
Масса станка, кг 10 500
Вместимость бака станции СОЖ, л 600
Давление подачи сож через инструмент, мПа 2,5
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок может быть использован в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе аэрокосмической, автомобильной, инструментальной, станкостроительной и др. Компоновка станка позволяет создавать технологический модуль «робот-станок».
Основные технические характеристики
Диаметр рабочей поверхности поворотного двухосевого стола, мм 630
Количество и размеры т-образных пазов, мм 2 х 18н7 (6 х 18 х H11)
Диаметр центрального отверстия, мм 100Н6
Наибольшая частота вращения стола по осям а, с), мин-1 15
Угол поворота стола, ...°:
- по оси А 180 (+90/-90)
- по оси С 360
Наибольшее расстояние от оси шпинделя до зеркала планшайбы, мм 540
Наибольшее расстояние от оси шпинделя до оси поворотного стола (ось А), мм 540
Наибольшая масса обрабатываемой детали, кг, не более 1 000
Конус шпинделя SK 40 (вт 40)
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Диапазон частот вращения шпинделя, мин-1 0 … 8 000
Номинальный крутящий момент на шпинделе, Н·м 117,5
Мощность шпинделя, кВт 18,5
Наибольшее программируемое перемещение по осям – X (продольное)/Y (вертикальное)/Z (поперечное), мм 920/750/900
Точность позиционирования по осям X, Y, Z, мм ±0,005
Повторяемость позиционирования по осям X, Y, Z, мм 0,001
Число одновременно управляемых осей – при линейной/круговой интерполяции 5/3
Наибольшее усилие подачи по осям X, Y, Z, Н 5 000
Диапазон рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин 15 ... 25
Вместимость инструментального магазина, шт. 32
Время смены инструмента, с 8
Наибольший диаметр инструмента, устанавливаемого в магазине – с пропуском/без пропуска гнезд, мм 150/100
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм 250
Наибольшая масса оправки, устанавливаемой в магазине, кг 10
Суммарная мощность установленных на станке электродвигателей, кВт 61,7
Габаритные размеры станка – ширина x длина x высота, мм 4 800 x 2 900 x 3 000
Общая площадь станка в плане (с учетом открытых дверей шкафа, c отдельно стоящим оборудованием), м2 33,3
Масса станка, кг 12 000
Вместимость бака СОЖ корпуса конвейера, л 125
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок может применяться для обработки пресс-форм, штампов, турбин, моноколес и других деталей сложной формы в пяти осях: трех линейных и двух круговых, а также использоваться в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе аэрокосмической, автомобильной, инструментальной и др.
Основные технические характеристики
Размер рабочей поверхности стола – длина х ширина, мм 1 500 х 450
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм 735
Наибольшая масса обрабатываемой детали, кг 500
Конус шпинделя SK 40 (вт 40/HSK A63)
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Диапазон частот вращения шпинделя, мин-1 0 … 8 000
Номинальный крутящий момент на шпинделе, Н·м 70
Мощность шпинделя, кВт 11
Наибольшее программируемое перемещение, мм:
- по оси X (при вертикальном положении шпинделя) 1 000
- по оси X (при повороте шпиндельной бабки на ±45°) 740
- по оси Y 400
- по оси Z 400
Точность позиционирования по осям X, Y, Z, мм ±0,005
Число управляемых осей координат 5
Число одновременно управляемых осей координат 5
Наибольшее усилие подачи по осям X, Y, Z, н 5 000
Диапазон рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин 15 ... 25
Номинальная частота вращения по оси в, мин-1 15
Вместимость инструментального магазина, шт. 20
Время смены инструмента, c, не более 7,5
Наибольший диаметр инструмента, устанавливаемого в магазине, мм 125
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм 250
Наибольшая масса оправки, устанавливаемой в магазине, кг 10
Стол поворотный (приводная бабка задняя):
- грузоподъемность стола, кг 300
- диаметр планшайбы, мм 200
- наибольшая частота вращения стола, мин-1 50 (28)
Суммарная мощность установленных на станке электродвигателей, кВт 30,5
Габаритные размеры станка (без отдельно стоящего оборудования) – ширина x длина x высота, мм, не более 3 150 x 3 080 x 2 900
Общая площадь станка в плане (с учетом открытых дверей шкафа), м2, не более 15,7
Масса станка, кг, не более 9 300
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок может быть применен в области производства пресс-форм и штампов, изготовления моделей и для решения других универсальных задач.
Основные технические характеристики
Диаметр поверхности стола, мм 800
Максимальное расстояние, мм:
- от оси горизонтального шпинделя до стола 1 000
- от торца горизонтального шпинделя до оси стола 550
- от торца вертикального шпинделя до стола 670
- от оси вращения вертикального шпинделя до оси стола 880
Наибольшая масса обрабатываемой детали, кг, не более 2 000
Наибольшая частота вращения стола по оси с, мин-1 370
Наибольший крутящий момент, Н·м 1 000
Конус шпинделя НSK А63 (HSK A80/HSK A100)
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Пределы частот вращения шпинделя, мин-1 0 ... 12 000
Номинальный крутящий момент на шпинделе, Н·м 87
Наибольшее программируемое перемещение по осям X/Y/Z, мм, не менее 900/900/850
Точность позиционирования по осям X, Y, Z, мм/A, B ...° ±0,005/0,006
Число управляемых осей координат 5
Число одновременно управляемых осей координат 5
Наибольшее усилие подачи по осям X, Y, Z, Н 8 000
Номинальный крутящий момент стола, Н·м 1 005
Пределы рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин 15 ... 25
Поворот шпинделя по оси а, ...° 90
Дискретность поворота по оси А, ...° непрерывное
Вместимость инструментального магазина, шт. 40
Время смены инструмента, с, не более 7
Наибольший диаметр инструмента, устанавливаемого в магазине – с пропуском/без пропуска гнезд, мм 250/100
Наибольшая масса оправки, устанавливаемой в магазине, кг 8
Суммарная мощность установленных на станке электродвигателей, кВт 59
Габаритные размеры станка – ширина х длина х высота, мм, не более 2 600 х 5 000 х 3 000
Масса станка, кг, не более 15 000
Вместимость бака СОЖ, л 450
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок может быть применен в области производства пресс-форм, штампов, турбин, моноколес, изготовления моделей и других деталей сложной формы в пяти осях: трех линейных и двух круговых, а также использоваться в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе аэрокосмической, автомобильной, инструментальной и др. Компоновка станка позволяет создавать технологический модуль «робот-станок».
Основные технические характеристики
Диаметр рабочей поверхности планшайбы, мм 1 600
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм:
- при вертикальном положении шпинделя 1 000 (1 500)
- при горизонтальном положении шпинделя 1 250 (1 750)
Угол поворота стола по оси с, ...° 360
Номинальный частота вращения стола, мин-1 370
Максимальный крутящий момент стола, Н·м 1 000
Наибольшая масса обрабатываемой детали, кг, не более 5 000
Наибольший диаметр обрабатываемой детали, мм 2 000
Конус шпинделя НSK 63А (HSK A80/HSK A100)
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Диапазон частот вращения шпинделя, мин-1 0 … 12 000
Номинальный крутящий момент на шпинделе (S1/S6), Н·м 85/120
Наибольшее программируемое перемещение по осям X (продольное)/Y (поперечное)/Z (вертикальное), мм 1 300/1 400/1 100 (1 500)
Точность позиционирования по осям X, Y, Z, мм ±0,005
Повторяемость позиционирования по осям X, Y, Z, мм 0,025
Дискретность задания перемещения по осям х, Y, Z, мм 0,001
Число управляемых осей координат 5
Число одновременно управляемых осей координат 5
Наибольшее усилие подачи по осям X, Y, Z, Н 12 000
Диапазон рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрого перемещения по осям X, Y, Z, м/мин 15 ... 25
Угол поворота шпинделя по оси а, ...° 90
Вместимость инструментального магазина, шт. 40
Время смены инструмента, c, не более 2,2
Наибольший диаметр инструмента, устанавливаемого в магазине, мм 130
Наибольший диаметр инструмента, устанавливаемого без пропуска гнезд, мм 75
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм 300
Наибольшая масса оправки, устанавливаемой в магазине, кг 8
Суммарная мощность установленных на станке электродвигателей, кВт 72,3
Габаритные размеры станка – ширина x длина x высота, мм, не более 5 200 х 5 000 х 3 300
Общая площадь станка в плане (с учетом открытых дверей шкафа и отдельно стоящего оборудования), м2, не более 21
Масса станка, кг, не более 21 000
Номинальная вместимость бака СОЖ, л 450
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

Станок может быть использован в мелкосерийном и серийном производствах различных отраслей промышленности, в том числе аэрокосмической, автомобильной, инструментальной станкостроительной и др. Компоновка станка позволяет создавать технологический модуль «робот-станок».
Основные технические характеристики
Размер рабочей поверхности паллеты поворотного стола, мм 630 х 630
Угол поворота стола по оси в, ...° 360
Наибольшая частота вращения стола по оси в, мин-1 22
Наибольшее расстояние от оси шпинделя до рабочей поверхности стола, мм 640
Наибольшее расстояние от торца шпинделя до плоскости паллеты, мм 1 200
Наибольшая масса обрабатываемой детали, кг, не более 1 000
Конус шпинделя SK 40
Число ступеней частот вращения шпинделя - регулирование бесступенчатое
Диапазон частот вращения шпинделя, мин-1 0 … 8 000
Номинальный крутящий момент на шпинделе, Н·м 117,5
Мощность шпинделя, кВт 18,5
Наибольшее программируемое перемещение, мм:
- по оси X (продольное) 920
- по оси Y (вертикальное) 650
- по оси Z (поперечное) 950
Точность позиционирования по осям X, Y, Z, мм ±0,005
Число управляемых осей координат 4
Число одновременно управляемых осей координат – при линейной интерполяции/при круговой интерполяции 4/2
Пределы рабочих подач по осям X, Y, Z, мм/мин 1 ... 15 000
Скорость быстрых перемещений по осям X, Y, Z, м/мин 15 ... 25
Вместимость инструментального магазина, шт. 32
Время смены инструмента, с 8
Наибольший диаметр инструмента, устанавливаемого в магазине – с пропуском/без пропуска гнезд, мм 150/100
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм 250
Наибольшая масса оправки, устанавливаемой в магазине, кг 10
Суммарная мощность установленных на станке электродвигателей, кВт 62,6
Габаритные размеры, мм:
- ширина 4 800
- длина 2 900
- высота 3 000
Общая площадь станка в плане (с учетом открытых дверей шкафа, c отдельно стоящим оборудованием), м2 33,3
Масса станка, кг 12 000
Технические характеристики являются базовыми. Параметры станка и комплектация могут изменяться по согласованию с заказчиком.

|
|
Станок токарный с ЧПУ модели STR-30 (аналог станка 160HT) предназначен для высокопроизводительной токарной обработки деталей типа «фланец», «втулка», «ниппель», «штуцер» и т.д. из различных конструктивных материалов в условиях единичного и мелкосерийного производства.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Компоновка станка выполнена с целью получения максимальной жесткости, что достигается установкой на станине шпиндельной бабки и подвижного наклонного суппорта с углом наклона 45o для крепления револьверной головки осевого типа фирмы «Pragati» (Индия), опционально возможна установка револьверных головок (в том числе и с приводным инструментом) производства “DUPLOMATIC” (Италия) и “SAUTER” (Германия). Станина, шпиндельная бабка и суппорт представляют собой литые детали, обеспечивающие достаточную жёсткость и термостабильность.
Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Полый гидравлический 3-х кулачковый патрон диаметром 210 мм с отверстием диаметром 62 мм - фирмы «KITAGAWA». Гидравлический привод зажима патрона реализован на устройствах фирмы «KITAGAWA».
Станок в базовом варианте имеет следующие управляемые оси:
Ось Х – поперечное перемещение суппорта
Ось Z – продольное перемещение суппорта
Система смазки станка – централизованная от станции импульсной смазки.
Технические характеристики станка модели STR-30
|
Рабочая зона |
|
|
Над станиной, мм |
550 |
|
Максимальный диаметр обработки, мм |
350 (460) |
|
Максимальная длина обработки, мм |
310 |
|
Размер патрона, мм |
210 (250) |
|
Главный шпиндель |
|
|
Отверстие в шпинделе, мм |
62 (85) |
|
Конус шпинделя |
A2-6” (A2-8”) |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
9/11 (12/16) |
|
Диапазон частот вращения шпинделя, об/мин. |
45-4500 (3000) |
|
Перемещение |
|
|
Ось Х, мм |
260 |
|
Ось Z, мм |
320 |
|
Скорость подачи |
|
|
Диапазон программируемых рабочих подач по осям X/ Z, мм/мин |
1…10 000 / 1…10 000 |
|
Быстрый ход по осям X/ Z, м/мин |
30/30 |
|
Револьверная головка |
|
|
Модель |
BTP-100 (TBMA 160) |
|
Количество позиций, шт |
8 (12) |
|
Размер резца, мм |
32x32 (25х25) |
|
Макс. диаметр установки инструмента круглого сечения, мм |
40 (32) |
|
Точность |
|
|
Точность позиционирования, мм |
0,01 |
|
Повторяемость позиционирования, мм |
±0,005 |
|
Прочие характеристики |
|
|
Габариты (LxBxH), мм |
1600x1800x1900 |
|
Масса, кг |
3500 |
Примечание: характеристики, указанные в скобках, являются опциональными
ОПЦИИ по согласованию с «Покупателем»
№ п/п |
Наименование |
|
1. |
Шпиндель с конусом А2-8” и патроном диам. 250 мм (мощность шпинделя 12/16 кВт, макс. частота вращения 2000 об/мин) |
|
2. |
Cистема привязки инструмента: токарная рука HPRA |
|
3. |
8-ми позиционная инструментальная головка ф. «Sauter» взамен BTP-100 фирмы «Pragati» |
|
4. |
12-ти позиционная инструментальная головка взамен 8-ми позиционной головки фирмы «Pragati» |
|
5. |
Транспортер стружкоуборочный с баком сбора стружки |
|
6. |
Пакет для токарно-фрезерной обработки. включая: |
| План фундамента станка STR-30 |

| Станок токарный с ЧПУ модели STL-200 предназначен для высокопроизводительной токарной обработки малоразмерных деталей типа «вал», «винт», «фланец», «втулка», «ниппель», «штуцер» и т.д. из различных конструктивных материалов в условиях мелкосерийного и серийного производства. Станок является проверенным временем решением для высокоточной обработки. |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Компоновка станка выполнена классическим способом путем закрепления на подвижном суппорте подвижной каретки c установленной револьверной головкой фирмы «Pragati» (Индия). В опциональной комплектации может быть установлена револьверная головка с приводом инструмента фирмы «SAUTER» (Германия). Станина с углом наклона 30o к горизонтальной плоскости. Корпусные элементы станка представляют собой литые детали, обеспечивающие достаточную жёсткость и термостабильность.
Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке. Станок может быть укомплектован приводами и СЧПУ фирмы SIEMENS (Германия) или FANUC (Япония) по желанию Заказчика. Модель также выпускается в высокоточной версии – STL-200HP.
Полый гидравлический 3-х кулачковый патрон диаметром 165 мм с отверстием диаметром 43 мм – фирмы «KITAGAWA». Гидравлический привод зажима патрона реализован на устройствах фирмы «KITAGAWA».
Станок в базовом варианте имеет следующие управляемые оси:
Ось Х – поперечное перемещение суппорта
Ось Z – продольное перемещение суппорта
Система смазки станка – централизованная от станции импульсной смазки.
Технические характеристики станков модели STL-200 и STL-200HP
|
Наименование параметра |
Значение |
|
|
STL-200 |
STL-200HP |
|
|
Рабочая зона |
||
|
Высота центров, мм |
400 |
400 |
|
Максимальный диаметр обработки, мм |
260 |
260 |
|
Стандартный диаметр обработки, мм |
180 |
180 |
|
Макс. длина обработки (с патроном Ø165/200), мм |
300/288 |
300/288 |
|
Размер патрона, мм |
165 (200) |
165 (200) |
|
Главный шпиндель |
||
|
Отверстие в шпинделе, мм |
43 |
43 |
|
Конус шпинделя |
A2-5 |
A2-5 |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
5,5/7,5 (7/9) |
5,5/7,5 (7/9) |
|
Максимальная частота вращения шпинделя, об/мин. |
4000 (6000) |
4000 (6000) |
|
Диапазон частот вращения при максимальной мощности |
1300-3880 |
1300-3880 |
|
Макс. диаметр прутка, мм |
25 |
25 |
|
Перемещение |
||
|
Ось Х, мм |
145 |
145 |
|
Ось Z, мм |
320 |
320 |
|
Скорость подачи |
||
|
Диапазон программируемых рабочих подач, мм/мин - по оси X - по оси Z |
1-10 000 1-10 000 |
1-10 000 1-10 000 |
|
Быстрый ход по осям X/ Z, м/мин |
24/24 (30/30) |
24/24 |
|
Револьверная головка |
||
|
Модель |
BTP-80 |
BTP-80 |
|
Количество позиций, шт |
8 |
8 |
|
Размер резца, мм |
25 x 25 |
25 x 25 |
|
Макс. диаметр инструмента круглого сечения, мм |
40 |
40 |
|
Задняя бабка |
||
|
Диаметр пиноли, мм |
70 |
70 |
|
Коническое отверстие пиноли |
МТ4 |
МТ4 |
|
Ход пиноли, мм |
100 |
100 |
|
Ход задней бабки, мм |
160 |
160 |
|
Точность (по VDI 3441) |
||
|
Точность позиционирования по осям, мм |
0,010 |
0,006 |
|
Повторяемость позиционирования по осям, мм |
±0,005 |
±0,003 |
|
Биение шпинделя, мм |
0,010 |
0,005 |
|
Прочие характеристики |
||
|
Габариты (LxBxH), мм |
2200x1600x1800 |
2200x1600x1800 |
|
Масса, кг |
2900 |
2900 |
Примечание: характеристики, указанные в скобках, являются опциональными
ОПЦИИ
по согласованию с «Покупателем»
|
№ п/п |
Наименование |
|
1. |
Стартовый комплект из 4 блоков для расточного инструмента, 7 переходных втулок для расточных резцов (Ø8,10,12,16,20,25,32мм), 2 оправок для торцового инструмента и 3 переходных втулок МТ1, МТ2, МТ3. |
|
2. |
Транспортер стружкоуборочный с баком сбора стружки |
|
3. |
Устройство подачи прутка магазинного типа для прутка макс. диаметром 25 мм |
|
4. |
Цанговый патрон размера A-40 без цанг |
|
5. |
Шпиндель с максимальной частотой вращения 6000 об/мин. Примечание: указанную опцию рекомендуется использовать на станках, оснащенных цанговыми патронами и не рекомендуется для станков с трехкулачковыми патронами, поскольку производитель не дает гарантию по условиям работы подшипников SKF на указанной максимальной частоте вращения при использовании трехкулачковых патронов. |
|
6. |
Уловитель деталей. Примечание: при установке указанной опции установка и использование систем измерения и контроля состояния инструмента (типа Marposs / Renishaw) на станке невозможны. |
|
7. |
Пакет для токарно-фрезерной обработки. включая: - приводная револьверная головка ф. «Sauter» Примечание: при установке указанной опции максимальный диаметр обработки ограничен до 150 мм. |

| Станок токарный с ЧПУ модели STL-160 предназначен для высокопроизводительной токарной обработки малоразмерных деталей типа «вал», «винт», «фланец», «втулка», «ниппель», «штуцер» и т.д. из различных конструктивных материалов в условиях мелкосерийного и серийного производства. Станок является проверенным временем решением для высокоточной обработки. |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Компоновка станка выполнена классическим способом путем закрепления на подвижном суппорте подвижной каретки c установленной револьверной головкой фирмы «Pragati» (Индия). В опциональной комплектации может быть установлена револьверная головка фирмы «SAUTER» (Германия). Станина с углом наклона 30o к горизонтальной плоскости. Корпусные элементы станка представляют собой литые детали, обеспечивающие достаточную жёсткость и термостабильность.
Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке. Станок может быть укомплектован приводами и СЧПУ фирмы SIEMENS (Германия) или FANUC (Япония) по желанию Заказчика.
Полый гидравлический 3-х кулачковый патрон диаметром 165 мм с отверстием диаметром 45 мм – фирмы «KITAGAWA». Гидравлический привод зажима патрона реализован на устройствах фирмы «KITAGAWA».
Станок в базовом варианте имеет следующие управляемые оси:
Ось Х – поперечное перемещение суппорта
Ось Z – продольное перемещение суппорта
Система смазки станка – централизованная от станции импульсной смазки.
Технические характеристики станка модели STL-160
|
Рабочая зона |
|
|
Над станиной, мм |
390 |
|
Максимальный диаметр обработки, мм |
200 |
|
Стандартный диаметр обработки, мм |
140 |
|
Максимальная длина обработки (с патроном 165/135 мм), мм |
200/220 |
|
Размер патрона, мм |
165 (135) |
|
Главный шпиндель |
|
|
Отверстие в шпинделе, мм |
45 |
|
Конус шпинделя |
A2-5 |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
3,7/5,5 (5,5/7,5) (7/9) |
|
Максимальная частота вращения шпинделя, об/мин. |
4000 (6000) |
|
Диапазон частот вращения при максимальной мощности |
1000-3000 |
|
Макс. диаметр прутка, мм |
25 |
|
Перемещение |
|
|
Ось Х, мм |
110 |
|
Ось Z, мм |
230 |
|
Скорость подачи |
|
|
Диапазон программируемых рабочих подач по осям X/ Z, мм/мин |
1-10 000/1-10 000 |
|
Быстрый ход по осям X/ Z, м/мин |
30/30 |
|
Револьверная головка |
|
|
Модель |
BTP-63 |
|
Количество позиций, шт |
8 |
|
Размер резца, мм |
20 x 20 |
|
Макс. Диаметр установки инструмента круглого сечения, мм |
32 |
|
Задняя бабка |
|
|
Диаметр пиноли, мм |
70 |
|
Коническое отверстие пиноли |
МТ3 |
|
Ход пиноли, мм |
70 |
|
Ход задней бабки, мм |
140 |
|
Точность (по VDI 3441) |
|
|
Точность позиционирования по осям, мм |
0,010 |
|
Повторяемость позиционирования по осям, мм |
±0,005 |
|
Биение шпинделя, мм |
0,010 |
|
Прочие характеристики |
|
|
Габариты (LxBxH), мм |
2200x1600x1800 |
|
Масса, кг |
2500 |
Примечание: характеристики, указанные в скобках, являются опциональными
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ
|
№ п/п |
Наименование |
|
1. |
Стартовый комплект из 4 блоков для расточного инструмента, 6 переходных втулок для расточных резцов (Ø8, 10, 12, 16, 20, 25 мм), 2 оправок для торцового инструмента и 3 переходных втулок МТ1, МТ2, МТ3. |
|
2. |
Транспортер стружкоуборочный с баком сбора стружки |
|
3. |
Устройство подачи прутка магазинного типа для прутка макс. диаметром 25 мм |
|
4. |
Цанговый патрон размера A-40 без цанг |
|
5. |
Шпиндель с максимальной частотой вращения 6000 об/мин. (Примечание: указанную опцию рекомендуется использовать на станках, оснащенных цанговыми патронами и не рекомендуется для станков с трехкулачковыми патронами, поскольку производитель не дает гарантию по условиям работы подшипников SKF на указанной максимальной частоте вращения при использовании трехкулачковых патронов) |
ОПИСАНИЕ СИСТЕМЫ УПРАВЛЕНИЯ “SIEMENS SINUMERIK 828” c функцией “SHOP TURN”
«ShopTurn» — это ПО управления и программирования для токарных станков с одним суппортом, обеспечивающее удобное управление станком и простое программирование деталей, позволяет осуществить быстрый переход от чертежа к изделию. «ShopTurn» - комплексное решение на базе СЧПУ для токарной технологии в цеховых условиях. При этом «ShopTurn» поддерживает такие опции станка, как оси С, оси Y и встречный шпиндель. «ShopTurn» имеет наглядное и удобное для пользователя управление инструментом. Для этой функции необходима интеграция в программу PLC станка.
«ShopTurn» поддерживает 3 различных метода программирования:
- Программы в G−кодах, создаваемые на внешних устройствах, к примеру, импортированные из систем CAD/CAM.
- Программы в G−кодах, создаваемые непосредственно на станке. При программировании G−кодов доступны все технологические циклы.
- Программы рабочих операций, создаваемые непосредственно на станке (поставляется как опция).
|
|
Программирование детали осуществляется очень просто, так как для этого существует графическая поддержка и не требуются знания G−кодов. «ShopTurn» показывает программу в наглядной технологической карте и представляет отдельные циклы и элементы контура в динамической графике. Функция «Manual Machine» обеспечивает выполнение рабочих функций, таких как токарная обработка с промежуточным переключением. Индивидуальные циклы обработки могут быть выполнены без необходимости создания программы ЧПУ. |
ОСОБЕННОСТИ ПО “SHOP TURN”
- Наглядное представление программы рабочих операций (опция).
- Простое использование для токарных функций, выполняемых вручную.
- Динамический графический ввод для элементов контура и циклов.
- Мощный контурный вычислитель для ввода свободного контура.
- Автоматическое генерирование движений подвода и отвода в зависимости от позиции инструмента и типа обработки.
- Возможность размещения собственных циклов и изображений пользователя.

Сделано в России
Станок токарный с ЧПУ модели STL-25 (аналог станка 200HT) предназначен для высокопроизводительной токарной обработки деталей типа «вал», «винт», «фланец», «втулка», «ниппель», «штуцер» и т.д. из различных конструктивных материалов в условиях единичного и мелкосерийного производства. Станок является проверенным временем решением для высокопроизводительной и высокоточной обработки.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Компоновка станка выполнена классическим способом путем закрепления на подвижном суппорте подвижной каретки c установленной револьверной головкой фирмы «Pragati» (Индия), опционально возможна установка револьверных головок (в том числе и с приводным инструментом) производства “DUPLOMATIC” (Италия) и “SAUTER” (Германия). Станина с углом наклона 30o. Корпусные элементы станка представляют собой литые детали, обеспечивающие достаточную жёсткость и термостабильность.
Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Полый гидравлический 3-х кулачковый патрон диаметром 210 мм с отверстием диаметром 61 мм - фирмы «KITAGAWA». Гидравлический привод зажима патрона реализован на устройствах фирмы «KITAGAWA».
Станок в базовом варианте имеет следующие управляемые оси:
Ось Х – поперечное перемещение суппорта
Ось Z – продольное перемещение суппорта
Система смазки станка – централизованная от станции импульсной смазки.
Технические характеристики станка модели STL-25, STL-25HP и STL-25XL
Рабочая зона |
STL-25 | STL-25HP | STL-25XL |
|
Над станиной, мм |
490 | 490 | 550 |
|
Стандартный диаметр обработки, мм |
260 | 260 | 400 |
|
Максимальный диаметр обработки, мм |
400 | 400 | 400 |
|
Максимальная длина обработки, мм |
500 | 500 | 520 |
|
Размер патрона, мм |
210 | 210 | 210 |
|
Главный шпиндель |
|||
|
Отверстие в шпинделе, мм |
61 | 61 | 65 |
|
Конус шпинделя |
A2-6” | A2-6" | A2-6" |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
9/11 | 9/11 | 11/15 |
|
Диапазон частот вращения шпинделя, об/мин. |
45-4000 | 45-4000 | 45-4000 |
|
Диапазон частот вращения шпинделя при макс. мощности, об/мин |
1125-3375 | 1125-3675 | 1125-3675 |
|
Максимальный диаметр прутка, мм |
50 | 50 | 54 |
|
Перемещение |
|||
|
Ось Х, мм |
230 | 230 | 240 |
|
Ось Z, мм |
530 | 530 | 550 |
|
Скорость подачи |
|||
|
Диапазон программируемых рабочих подач по осям X/ Z, мм/мин |
1…10 000 / 1…10 000 | 1…10 000 / 1…10 000 | 1…0 000 / 1…10 000 |
|
Быстрый ход по осям X/ Z, м/мин |
24/24 | 24/24 | 20/20 |
|
Револьверная головка |
|||
|
Модель |
BTP-80 | SAUTER 516 | SAUTER 516 |
|
Количество позиций, шт |
8 (12) | 12 | 12 |
| Установочный размер инструментальной оправки, мм | VDI 30 | VDI 30 | |
| Время смены инструмента, с | 0,5 – 2,0 | 0,5 – 2,0 | |
| Точность позиционирования | ± 4" | ||
| Повторяемость позиционирования | ± 1,6" | ± 1,6" | |
|
Размер резца, мм |
25x25 (20х20) | 25x25 (20х20) | 25x25 (20х20) |
|
Макс. диаметр установки инструмента круглого сечения, мм |
40 (32) | ||
|
Задняя бабка |
|
||
|
Диаметр пиноли, мм |
70 | 70 | |
|
Конус пиноли |
МТ4 | MT4 | |
|
Ход пиноли, мм |
100 | 100 | |
|
Перемещение задней бабки, мм |
370 | 370 | |
|
Точность |
|||
|
Точность позиционирования, мм |
0,01 | 0.004 | 0.004 |
|
Повторяемость позиционирования, мм |
±0,005 | ±0,002 | ±0,002 |
|
Прочие характеристики |
|||
|
Габариты (LxBxH), мм |
2700x1800x1800 | 2700x1800x1800 | 2750x1800x1750 |
|
Масса, кг |
3600 | 3600 | 5000 |
Примечание: характеристики, указанные в скобках, являются опциональными
ОПЦИИ
по согласованию с «Покупателем»
№ п/п |
Наименование |
| 1. |
Cистема привязки инструмента: токарная рука HPRA |
|
2. |
8-ми позиционная инструментальная головка ф. «Sauter» взамен BTP-80 фирмы «Pragati» |
|
3. |
12-ти позиционная инструментальная головка взамен 8-ми позиционной головки фирмы «Pragati» |
|
4. |
Транспортер стружкоуборочный с баком сбора стружки |
|
5. |
Пакет для токарно-фрезерной обработки. включая: |
| План фундамента станка STL-25 |
* план фундамента для станка мод. STL-25XL, отличается от плана фундамента на станок мод. STL-25

Технические характеристики
|
Модель станка STL-30 |
исполнение - XL |
исполнение-L |
|
Рабочая зона |
||
|
Над станиной, мм |
500 (600)* |
612 |
|
Стандартный диаметр обработки на всю длину, мм |
200 |
388 |
|
Максимальный диаметр обработки, мм |
350 (400) |
500 |
|
Максимальная длина обработки (в центрах), мм |
900 (1000) |
1200 |
|
Максимальная длина обработки (в патроне диам.250мм) |
850 (1000) |
1200 |
|
Наклон станины, град |
30 |
30 |
|
Главный шпиндель |
||
|
Отверстие в шпинделе, мм |
85 |
75 |
|
Конус шпинделя |
A2-8 |
A2-8 |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
17,5/25 |
15/18,5 |
|
Частота вращения шпинделя, об/мин. |
30-2600 |
45-3500 |
|
Максимальный диаметр прутка стандартного проката, мм |
75 |
73 |
|
Перемещение Ось Х, мм |
210 |
250+50 |
|
Перемещение Ось Z, мм |
900 (1040)* |
1250 |
|
Скорость подачи |
||
|
Диапазон программируемых рабочих подач по осям X/ Z, мм/мин |
1…10 000 |
1…10 000 |
|
Быстрый ход по осям X/ Z, м/мин |
16/20 (30/30)* |
24/30 |
|
Револьверная головка |
||
|
Количество позиций, шт |
12 |
12 |
|
Размер резца, мм |
25х25 |
25х25 |
|
Макс. диаметр установки инструмента круглого сечения, мм |
40 |
40 |
|
Задняя бабка |
||
|
Диаметр пиноли, мм |
90 |
85 |
|
Конус пиноли |
МТ4 |
МТ5 |
|
Ход пиноли, мм |
120 |
120 |
|
Перемещение задней бабки, мм |
280 |
1040 |
|
Точность |
||
|
Точность позиционирования, мм |
±0,005 |
±0,005 |
|
Повторяемость позиционирования, мм |
±0,01 |
±0,003 |
|
Габариты (LxBxH), м |
3,2x2,6x1,8 |
3,6x1,8x1,8 |
|
Масса, кг |
5000 |
6000 |
* Исполнение по согласованию с Заказчиком.
Комплектация:
- 12 позиционная инструментальная головка BTP-100(«Pragati»)
- инструментальный стандартный диск TD-100-8-25
- энкодеры для X и Z оси.
- шариковинтовые пары и направляющие (ф. «HIWIN», «SCHNEER BERGER») на оси X, Z
- полый ручной 3-х кулачковый патрон диам. 250 мм
- задняя бабка с ручным зажимом и гидравлическим приводом пиноли с центром МТ4
- гидравлическая станция с двигателем, насосом и элементами управления.
- система СОЖ с насосом подачи и баком сбора стружки.
- централизованная станция импульсной смазки.
- ограждение зоны резания «кабинетного» типа
- освещение зоны резания
- электрошкаф с электрооборудованием для работы на 380 В, 3 фазы 50 Гц переменного тока
- трансформатор
- охлаждение электрошкафа
- электронный маховик
- система ЧПУ «FANUC-0iTD» и электроприводы «FANUC» Япония.
- пистолет смыва СОЖ
- ручной неподвижный люнет
- пневмопистолет
- дистанционный пульт управления
- сигнальная лампа
- педаль управления патроном
- установочные элементы
- комплект стандартных принадлежностей
- комплект стандартной документации.
- комплект из 3-х «мягких» кулачков для токарного патрона.
- комплект из 4 инструментальных блоков:
(ВТН25-40СН30ТС (2 шт.) с подачей СОЖ ч/з инструмент,
ВТН25-40СН30 (2 шт.) без подачи СОЖ ч/з инструмент)

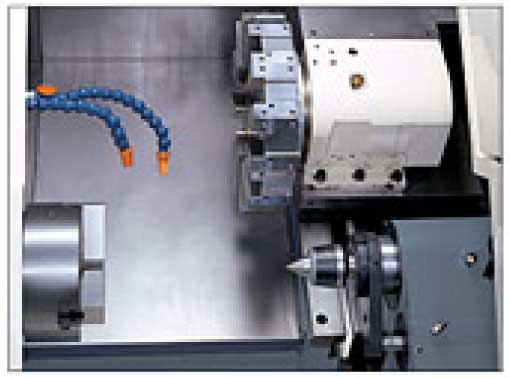 |
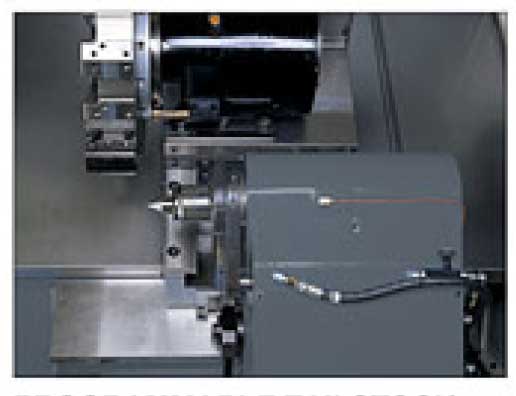 |
 |
| 3-х кулачковый патрон, револьверная головка и задняя бабка | Перемещение задней бабки может производиться при помощи гидравлики или ЧПУ | Шпиндельная бабка изготовлена из высококачественного чугуна Механита |
|
|
Рабочая зона |
|
|
1 |
Рабочая зона над станиной, мм |
670 |
|
2 |
Максимальный диаметр обработки, мм |
520 |
|
3 |
Максимальная длина точения, мм |
1100 |
|
4 |
Размер устанавливаемого патрона , дюйм |
12 |
|
5 |
Диаметр обрабатываемого прутка, мм |
73 |
|
|
Шпиндель |
|
|
6 |
Диаметр подшипников передней опоры шпинделя, мм |
100 |
|
7 |
Конус шпинделя |
A2-8 |
|
8 |
Мощность двигателя шпинделя (Пост./ Пиковая), кВт |
18,5/22 |
|
9 |
Максимальная частота вращения шпинделя, об/мин |
3000 |
|
10 |
Момент шпинделя , Нм |
245/450 |
|
|
Оси X и Z |
|
|
11 |
Ход по X-оси, мм |
270 |
|
12 |
Ход по Z-оси, мм |
1150 |
|
13 |
Скорость быстрого перемещения X-оси, м/мин |
16 |
|
14 |
Скорость быстрого перемещения Z-оси, м/мин |
20 |
|
15 |
Револьверная головка |
|
|
|
Время смены инструмента, с |
0,3 |
|
|
Количество позиций, |
12 |
|
|
Размер державки резца, мм |
32х32 |
|
|
Макс. диаметр установки инструмента круглого сечения, мм |
50 |
|
16 |
Тип направляющих : |
Скольжения |
|
17 |
Рабочая скорость подачи, мм/мин |
1~10 000 |
|
18 |
Мощность привода X-оси, кВт |
4.5 |
|
19 |
Мощность привода Z-оси, кВт |
4.5 |
|
20 |
Диаметр ШВП X-оси, мм |
36 |
|
21 |
Диаметр ШВП Z1-оси, мм |
36 |
|
22 |
Точность позиционирования, мм |
+/- 0.005 |
|
23 |
Повторяемость позиционирования, мм |
+/- 0.003 |
|
24 |
Система управления ЧПУ Fanuc 0i TD |
предусмотрено |
|
25 |
Параметры энергопотребления+10% до -15% 3-х фазный/, КВА |
44 |
|
26 |
Объём ёмкости гидравлической системы, л |
40 |
|
27 |
Объём бака охлаждающей жидкости, л |
190 |
|
28 |
Мощность насоса гидростанции, кВт |
1,5 |
|
29 |
Мощность насоса станции смазки, Вт |
75 |
|
30 |
Вес станка, кг |
7510 |
|
31 |
Габаритные размеры L х W х H, мм |
3965х1990х2200 |
( ) – характеристики, являющиеся дополнительной опцией

Сделано в России
Технические характеристики
Рабочая зона |
|
|
Над станиной, мм |
490 |
|
Максимальный диаметр обработки, мм |
260 |
|
Максимальная длина обработки, мм |
320 |
|
Размер патрона, мм |
200 |
|
Главный шпиндель |
|
|
Отверстие в шпинделе, мм |
61 |
|
Конус шпинделя |
A2-6 |
|
Мощность шпинделя, кВт |
7,5/11 |
|
Диапазон частот вращения шпинделя, об/мин. |
45-4000 |
|
Перемещение |
|
|
Ось Х, мм |
145 |
|
Ось Z, мм |
360 |
|
Скорость подачи |
|
|
Диапазон программируемых рабочих подач по осям X/ Z, мм/мин |
1…10 000 |
|
Быстрый ход по осям X/ Z, м/мин |
30/30 |
|
Револьверная головка |
|
|
Модель |
BTP-80 |
|
Количество позиций, шт |
8 |
|
Размер резца, мм |
25 x 25 |
|
Макс. диаметр установки инструмента круглого сечения, мм |
40 |
|
Задняя бабка |
|
|
Диаметр пиноли, мм |
70 |
|
Коническое отверстие пиноли |
МТ4 |
|
Ход пиноли, мм |
100 |
|
Ход задней бабки, мм |
215 |
|
Точность |
|
|
Точность позиционирования, мм |
0,01 |
|
Повторяемость позиционирования, мм |
±0,005 |
|
Прочие характеристики |
|
|
Габариты (LxBxH), мм |
2500x1750x1600 |
|
Масса, кг |
3400 |
ОПЦИИ по согласованию с «Покупателем»
№ п/п |
Наименование |
|
1. |
Cистема привязки инструмента: токарная рука HPRA |
|
2. |
8-ми позиционная инструментальная головка ф. «Sauter» взамен BTP-80 фирмы «Pragati» |
|
3. |
12-ти позиционная инструментальная головка взамен 8-ми позиционной головки фирмы «Pragati» |
|
4. |
Транспортер стружкоуборочный с баком сбора стружки |
|
5. |
Пакет для токарно-фрезерной обработки. включая: |

Технические характеристики
1 Показатели заготовки, обрабатываемой на станке: |
|
|
1.1 Наибольший диаметр заготовки, устанавливаемый над станиной, мм |
500 |
|
1.2 Наибольший диаметр обрабатываемой заготовки над суппортом, мм, не менее |
275 |
|
1.3 Длина обрабатываемой заготовки, мм, не более |
1000 |
|
2 Показатели инструмента, устанавливаемого на станке |
|
|
2.2 Наибольшая высота резца, устанавливаемого на станке, мм |
25 |
|
3 Показатели основных и вспомогательных движений станка |
|
|
3.1 Количество скоростей шпинделя: |
22 |
|
3.2 Пределы частот шпинделя, об/мин |
16-2000 |
|
3.3 Количество подач суппорта: |
24 |
|
3.4 Пределы подач суппорта, мм/об: |
0,05-2,8 |
|
3.5 Пределы шагов нарезаемых резъб: |
0,5-112 |
|
3.6 Скорость быстрых перемещений суппорта, м/мин |
3,6 |
|
4 Показатели силовой характеристики станка |
|
|
4.1 Наибольший крутящий момент на шпинделе, кНм |
1 |
|
4.2 Мощность электродвигателя главного движения, кВт |
7,5 (11*) |
|
4.3 Мощность привода быстрых перемещений, кВт |
0,37 |
|
4.4 Суммарная мощность установленных на станке электродвигателей, кВт |
8,05 (11,55) |
|
4.5 Суммарная потребляемая мощность станка, наибольшая, кВт |
8,62 (12,12) |
|
5 Показатели габарита и массы станка |
|
|
Габаритные размеры станка, мм |
2800 |
|
Масса станка (нетто/брутто), кг, не более, |
3100/3500 |
|
6 Характеристики электрооборудования |
|
|
6.1 Род тока питающей сети |
переменный, трехфазный |
|
6.2 Частота тока, Гц |
50 |
|
6.3 Напряжение, В |
380 ± 38 |
|
6.4 Напряжение цепи управления, В |
24 |
|
6.5 Напряжение цепи местного освещения, В |
24 |
|
Класс точности по ГОСТ 8-82 |
П |
|
Примечание: 1* По заказу |
|
Станки предназначены для выполнения разнообразных токарных работ и для нарезания резьб: метрической, модульной, дюймовой, питчевой.
| План фундамента на станки модельного ряда ГС526У |

Предназначен для точных токарных операции в единичном и мелкосерийном производстве.
По своим функциональным возможностям станок занимает нишу между универсальными станками и станками с ЧПУ. Сохранив все достоинства универсального, станок позволяет осуществлять работу с микроциклами: обработка конусов, резьбонарезание, многопроходной цикл и т.д., не требуя при этом специальных навыков программирования. Обработка возможна как в ручном режиме, так и в режиме обучения, когда запоминаются перемещения инструмента, выполненные оператором в процессе обработки 1-й детали, и воспроизводятся при обработке последующих деталей в автоматическом режиме.
Станок оснащен системой оперативного цифрового управления на базе программируемого контроллера, прецизионными сервоприводами подачи и электроприводом главного движения переменного тока. Применение бесступенчатого регулирования скорости вращение шпинделя позволяет оптимизировать режимы резания. Для работы на станке применена сенсорная панель управления с интуитивно понятным вводом и навигатором. Перемещение суппорта осуществляется посредством высокоточных ШВП.
Станок оснащен 4-х позиционным резцедержателем с ручным управлением, Возможны варианты исполнения с автоматической 4-х позиционной револьверной головкой или с быстросменным резцедержателем типа «Multifix».
Преимущества
− повышенный класс (П) точности по ГОСТ 8-82;
− сохраняет простоту управляемости обычного токарного станка;
− не требует специальных навыков программирования;
− режим обучения сокращает время на подготовку программы (формируется в результате обработки первой детали);
− возможность работы с микроциклами в широком диапазоне без механических настроек.
Технические характеристики
УНИВЕРСАЛЬНЫЙ ТОКАРНЫЙ СТАНОК С ОПЕРАТИВНЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ «VECTOR 500»
|
Характеристика |
Значение |
|||||||
|
1000 |
1500 |
2000 |
||||||
|
Основные параметры |
||||||||
|
Класс точности станка по ГОСТ 8 |
П |
|||||||
|
Наибольшая длина устанавливаемого изделия, мм |
1000 |
1500 |
2000 |
|||||
|
Наибольший диаметр устанавливаемого изделия, мм: |
над станиной |
500 (630) |
||||||
|
над суппортом |
200 |
|||||||
|
Наибольший диаметр обрабатываемого изделия, мм: |
над станиной |
430 |
||||||
|
над суппортом |
200 |
|||||||
|
прутка |
55 |
|||||||
|
Предельные диаметры сверления, мм |
по стали |
25 |
||||||
|
по чугуну |
28 |
|||||||
|
Габаритные размеры станка, не более, мм: |
длина |
2850 |
3350 |
3850 |
||||
|
ширина |
1600 |
|||||||
|
высота |
1610 |
|||||||
|
Вес станка, кг: |
3200 |
3400 |
3600 |
|||||
|
Характеристики оперативной системы управления |
||||||||
|
Интерактивный дисплей |
GT1662-VNBD |
|||||||
|
Тип дисплея |
STN- LCD |
|||||||
|
Число координат всего |
2 |
|||||||
|
Управляемых одновременно |
2 |
|||||||
|
Разрешающая способность системы, мм: |
в продольном направлении |
0,01 |
||||||
|
в поперечном направлении |
0,005 |
|||||||
|
Система отсчета |
абсолютная |
|||||||
|
Ввод данных |
с сенсорного экрана |
|||||||
|
Техническая характеристика электрооборудования |
||||||||
|
Характеристики питающей цепи: |
напряжение, В |
~380 |
||||||
|
частота, Гц |
50 |
|||||||
|
Напряжение местного освещения, В |
24 |
|||||||
|
Количество электродвигателей на станке, шт. |
7 |
|||||||
|
Эл.двигатель гл.движения VM100L(«Mitsubihi») |
мощность, кВт |
11 |
||||||
|
частота вращения, об/мин |
1500 |
|||||||
|
Тип электродвигателей приводов подач: |
Поперечных по оси «Х» |
HF203S-A47 204849 («Mitsubihi») |
||||||
|
Продольных по оси «Z» |
HF353S-A47 159874 («Mitsubihi») |
|||||||
|
Тип датчика резьбонарезания |
ЛИР 158Б |
|||||||
|
Электродвигатель насоса охлаждения ABT 80 |
производительность |
35 л/мин |
||||||
|
потребляемая мощность, кВт |
0,12 |
|||||||
|
Электродвигатель станции смазки шпиндельной бабки: |
тип |
АИР56А2У3 |
||||||
|
потребляемая мощность, кВт |
0,18 |
|||||||
|
Электродвигатель насоса смазки суппорта: |
тип |
АИР50B2У3 |
||||||
|
потребляемая мощность, кВт |
0,12 |
|||||||
|
Суммарная потребляемая мощность станка, кВт |
17 |
|||||||
|
Суппорт |
||||||||
|
Наибольшее расстояние от оси центров до кромки резцедержателя, мм |
225 |
|||||||
|
Высота резца в резцедержателе, мм |
25 |
|||||||
|
Наибольшая длина хода суппорта, мм: |
Продольного по оси «Z» |
905 |
||||||
|
Поперечного по оси «Х» |
210 |
|||||||
|
Максимальная рекомендуемая скорость рабочей подачи, мм/мин |
Продольной по оси «Z» |
2000 |
||||||
|
Поперечной по оси «Х» |
1000 |
|||||||
|
Пределы шагов нарезаемых резьб, мм: |
0,25-40 |
|||||||
|
Скорость быстрых ходов в авт./ручном режиме, м/мин: |
Продольных по оси «Z» |
8 |
||||||
|
Поперечных по оси «Х» |
6 |
|||||||
|
Точность линейного позиционирования, мм |
Продольных по оси «Z» |
0,010 |
||||||
|
Поперечных по оси «Х» |
0,005 |
|||||||
|
Дискретность задания перемещений, мм: |
Продольных по оси «Z» |
0,001 |
||||||
|
Поперечных по оси «Х» |
0,001 |
|||||||
|
Шпиндель |
||||||||
|
Количество скоростей вращения |
прямого |
3 |
||||||
|
обратного |
3 |
|||||||
|
Пределы частот вращения шпинделя, об/мин |
20-2500 |
|||||||
|
Способ регулирования частоты вращения шпинделя в пределах одного диапазона |
Бесступенчатое регулирование |
|||||||
|
Конец шпинделя по ГОСТ 12593 |
6К |
|||||||
|
Коническое отверстие в шпинделе |
Морзе 6 |
|||||||
|
Диаметр сквозного отверстия в шпинделе, мм |
55 |
|||||||
|
Диаметр шпиндельного фланца, мм |
170 |
|||||||
|
Задняя бабка |
||||||||
|
Коническое отверстие пиноли |
Морзе 5 |
|||||||
|
Ход пиноли, мм |
180 |
|||||||
|
Возможное поперечное смещение от оси центров, мм |
±15 |
|||||||
|
Винтовая пара перемещений |
||||||||
|
Продольные перемещения |
Шаг резьбы, мм |
5 |
||||||
|
Условный диаметр резьбы, мм |
63 |
|||||||
|
Поперечные перемещения |
Шаг резьбы, мм |
5 |
||||||
|
Условный диаметр резьбы, мм |
40 |
|||||||
|
Механика станка |
||||||||
|
Наибольший крутящий момент на шпинделе, Нм |
800 |
|||||||
|
Максимальное тяговое усилие, Н: |
в продольном направлении |
6000 |
||||||
|
в поперечном направлении |
6000 |
|||||||
|
Тип ременной передачи привода главного движения |
Ремень поликлиновой |
|||||||
|
Вид климатического исполнения по ГОСТ 15150 |
УХЛ4 |
|||||||
|
Температура окружающей среды (рабочие значения), °С: |
рабочее значение |
от +1 до +35 |
||||||
|
изменение за 8 ч |
40 |
|||||||
|
Влажность воздуха: |
среднегодовое значение |
60% при 20°С |
||||||
|
верхнее значение |
80% при 25°С |
|||||||
|
Рабочее давление, кПа (мм рт.ст.) |
от 106,7 (800) до 86,6 (650) |
|||||||
Дополнительная комплектация.
Поставляется по требованию заказчика за отдельную плату
- 7032-4167-0049 Центр упорный Морзе 6 ПТ ГОСТ 13214
- 086.1900.000 Патрон поводковый
- 086.2600.000 Люнет неподвижный
- ОК101.0000.000 Опора клиновая
- Патрон сверлильный
- Патрон токарный 3-х кулачковый Æ 160, 200 или 250 мм. (BIZON-BIAL) с комплектом реек (гребенок) и накладных мягких кулачков
- Патрон токарный 4-х кулачковый Æ 160, 200 или 250 мм. (BIZON-BIAL) с комплектом реек (гребенок) и накладных мягких кулачков

Транспортеры для удаления стружки
Ежегодно изготавливается более 100 единиц транспортеров.
|
Шарнирно ленточные транспортеры
Подъемы ■ При применении шарнирных ленточных транспортеров нужно стремиться применять углы подъема пределах с с 0о до 60о |
Скребковый транспортер
|
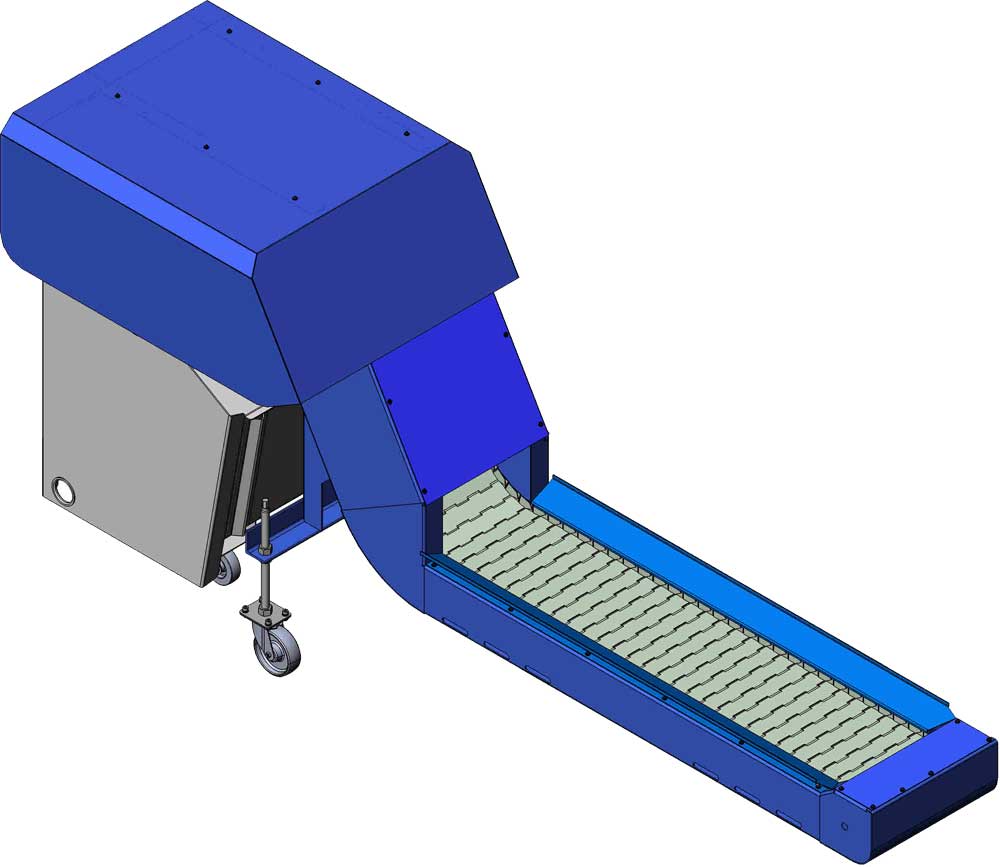 |
 |
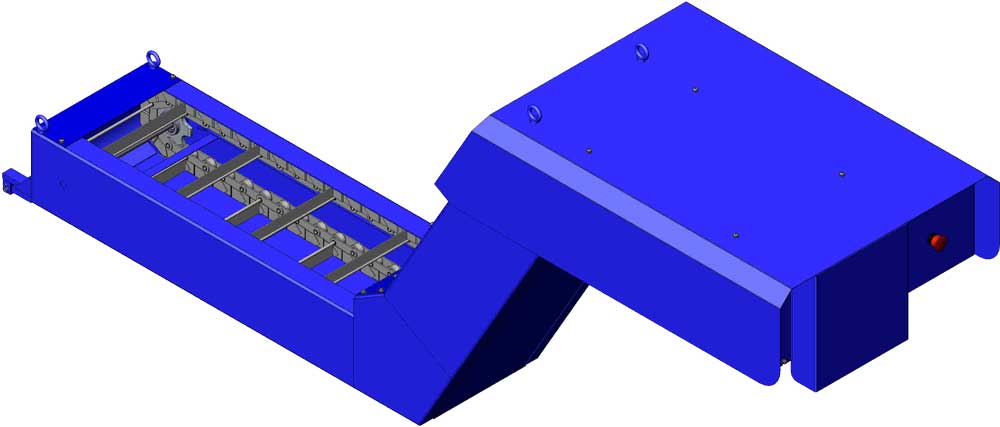
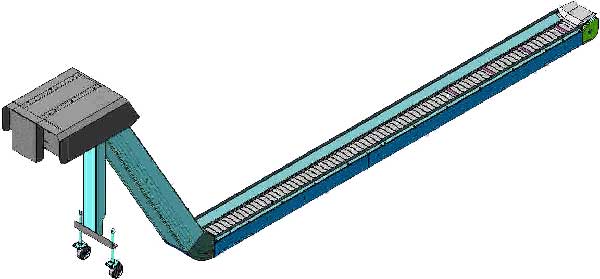
Транспортер предназначен для уборки стружки из черных и цветных металлов в процессе работы станка. Электрошкаф и редуктор могут быть расположены на корпусе транспортера справа или слева, в соответствии с заказом. По желанию заказчика транспортер может быть оснащен емкостью для заливки СОЖ, а также насосом для ее подачи.
Транспортер включает в себя приемную секцию, отводящую секцию, ленту транспортера и редуктор. Корпус (приемная и отводящая секция) - сварная конструкция из листового металла толщиной 3 мм. В корпусе вмонтированы рельсы, по которым движутся ролики шарнирной цепи транспортера. На ведущем валу установлены две звездочки, которые приводят в движение ленту транспортера от редуктора. Ведущий вал установлен на двух самоустанавливающихся подшипниках, вмонтированных в кронштейнах. С помощью натяжных болтов осуществляется натяжение ленты транспортера, которая состоит из пластинчатой втулочно-роликовой цепи с шагом 63 мм. Цепь связана с осями, на которые нанизаны траки.
Технические характеристики
Ежегодно изготавливается более 100 единиц транспортеров.
Наименование параметра |
Данные (освоенные модели ) |
|
|
МT.100.000 |
СМT.100.000 |
|
|
Рабочая ширина приемной ветви, мм |
170 |
280 |
|
Габаритная ширина приемной ветви, мм, не более |
280 |
410 |
|
Длина приемной ветви, мм, |
600 -10000 |
600-10000 |
|
Высота приемной ветви, мм |
220 |
|
|
Высота от отводящей ветви, мм |
1025-2500 |
|
|
Угол наклона отводящей ветви, град |
60 (45) |
|
|
Шаг тяговых пластинчатых цепей транспортера по ГОСТ 588-81, мм |
63 |
|
|
Скорость ленты, м/мин. |
3,8 |
|
|
Наибольшее тянущее усилие на ленте, Н |
3500 |
|
|
Наибольший крутящий момент на валу транспортера, Нм |
315 |
|
|
Мощность холостого хода, кВт, не более |
0,25 |
|
|
Габаритные размеры, мм, не более |
592 1055 |
722 1060 |
|
Масса, кг,. Не более |
315 |
370 |
|
Род тока питающей сети |
Переменный трехфазный |
|
|
Напряжение, В |
380 |
|
|
Частота, Гц |
50 |
|
|
Напряжение питания электропроводов, В, переменный ток |
380 |
|
|
Электродвигатель насоса подачи СОЖ |
По заданию заказчика |
|
|
Насос подачи СОЖ: |
70/25 |
|
|
Электродвигатель транспортера |
Асинхронный трехфазного тока единой серии АИР |
|
|
Суммарная мощность установленных электродвигателей |
0,67 0,79 |
|
.
ООО «Станкомонтаж» имеет опыт разработки и изготовления транспортеров нестандартного исполнения согласно ТЗ заказчика
Стружкоуборочный транспортер спроектированный и изготовленный для станка модели STR-30 на производственных площадях ООО "Станкомонтаж".
|
Список потребителей транспортеров выпускаемых ООО "Станкомонтаж"
| 1. ЗАО "Омутнинский металлургический завод" 2. ОАО "Ивановский завод тяжелого станкостроения" 3. ОАО "Златоустовский металлургический комбинат" 4. ЗАО "ФРЕСТ" 5. ООО "Симбирский станкостроительный завод" 6. ОАО "ГЗСУ", г. Гомель Республика Беларусь 7. ООО "МТЕ-СТО" 8. ФГУП ГНПРКЦ "ЦСКБ-ПРОГРЕСС" 9. ОАО "МЗОР" г. Минск |
10.ООО ТПК "РСЗ" Рязань |

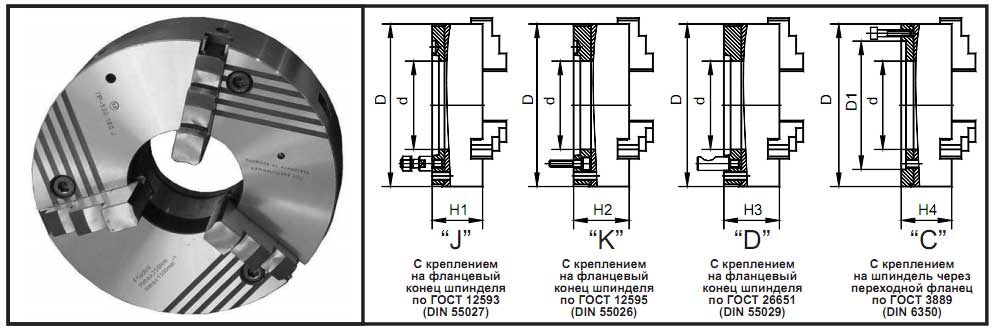
Предназначены для установки на токарных универсальных и специальных станках.
Конструкция патрона обеспечивает передачу больших зажимных усилий при значительно меньшем крутящем моменте на зажимном ключе по сравнению со спиральными патронами. Клинореечные патроны обладают высокой износостойкостью и длительностью срока службы, стабильностью получения высокой точности центрирования деталей. Патроны выполнены на базе стального корпуса, пазы под кулачки закалены ТВЧ. В базовую комплектацию входит комплект закаленных реверсивных кулачков, которые выполняют функцию прямых и обратных кулачков при переустановке.
По требованию заказчика патроны комплектуются дополнительным комплектом незакаленных кулачков и промежуточных кулачков для установки на них специальных наладок.
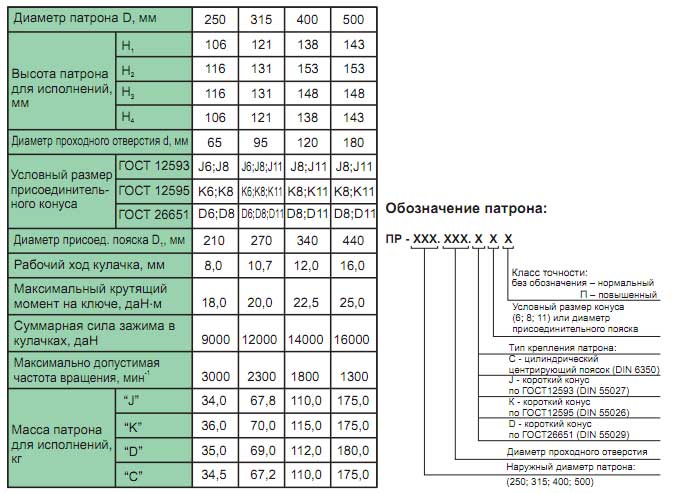

Проволока предназначена для применения в электроэрозионных станках различных зарубежных производителей, а также во всех моделях и модификациях электроискровых (электроэрозионных) станков российского производства.
Контроль качества проволоки BRASSTON контролируется согласно Системе Контроля Качества ISO 9001:2008
Опросный лист для проволоки
 |
 |
 |
 |
 |
 |
 |
 |

Назначение ограждения - обеспечение требований
по технике безопасности при работе на станке и придание эстетичного, запоминающегося внешнего вида, выделяющегося на фоне аналогичных станков, предлагаемых множеством производителей. При проектировании приоритетной задачей являлось удобство обслуживания станка оператором, достижение оптимальной эргономики, создание комфортного интерфейса "Человек - машина" (изготовлено 2 версии кабинетного ограждения)
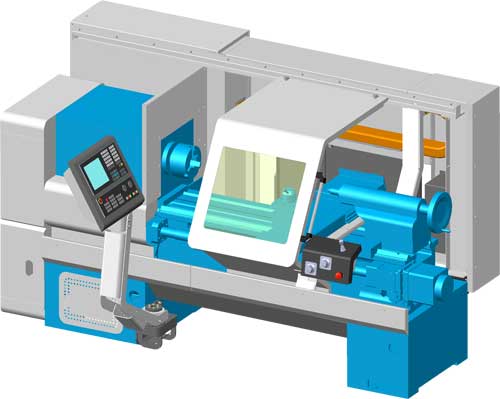 |
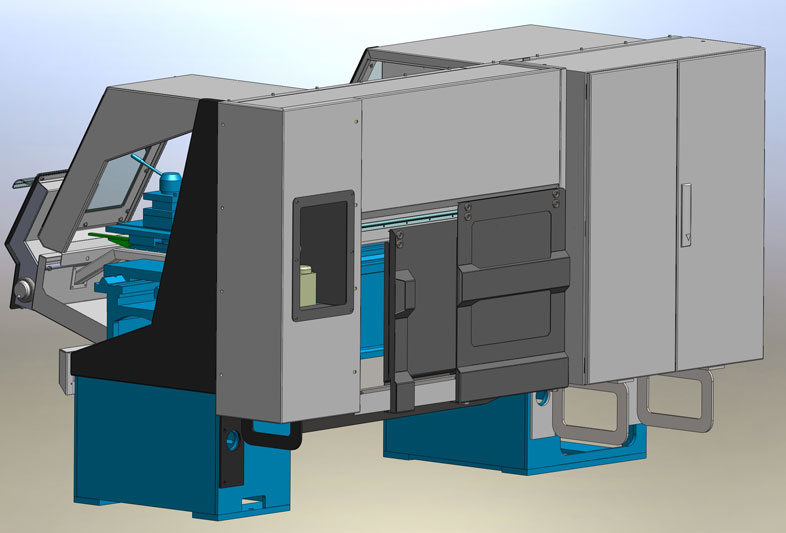 |
Нашими специалистами спроектирована кабинетная защита для токарного станка STR-30
Ограждения зон резания кабинетного типа преследуют две основные цели: защитить рабочего от травм отлетающей стружкой, пылевыми частицами и предупредить возможность травмирования режущим инструментом (например, фрезой) и осколками, отлетевшими от него иногда из-за разрушения инструмента. (изготовлено 4 версии кабинетного ограждения)
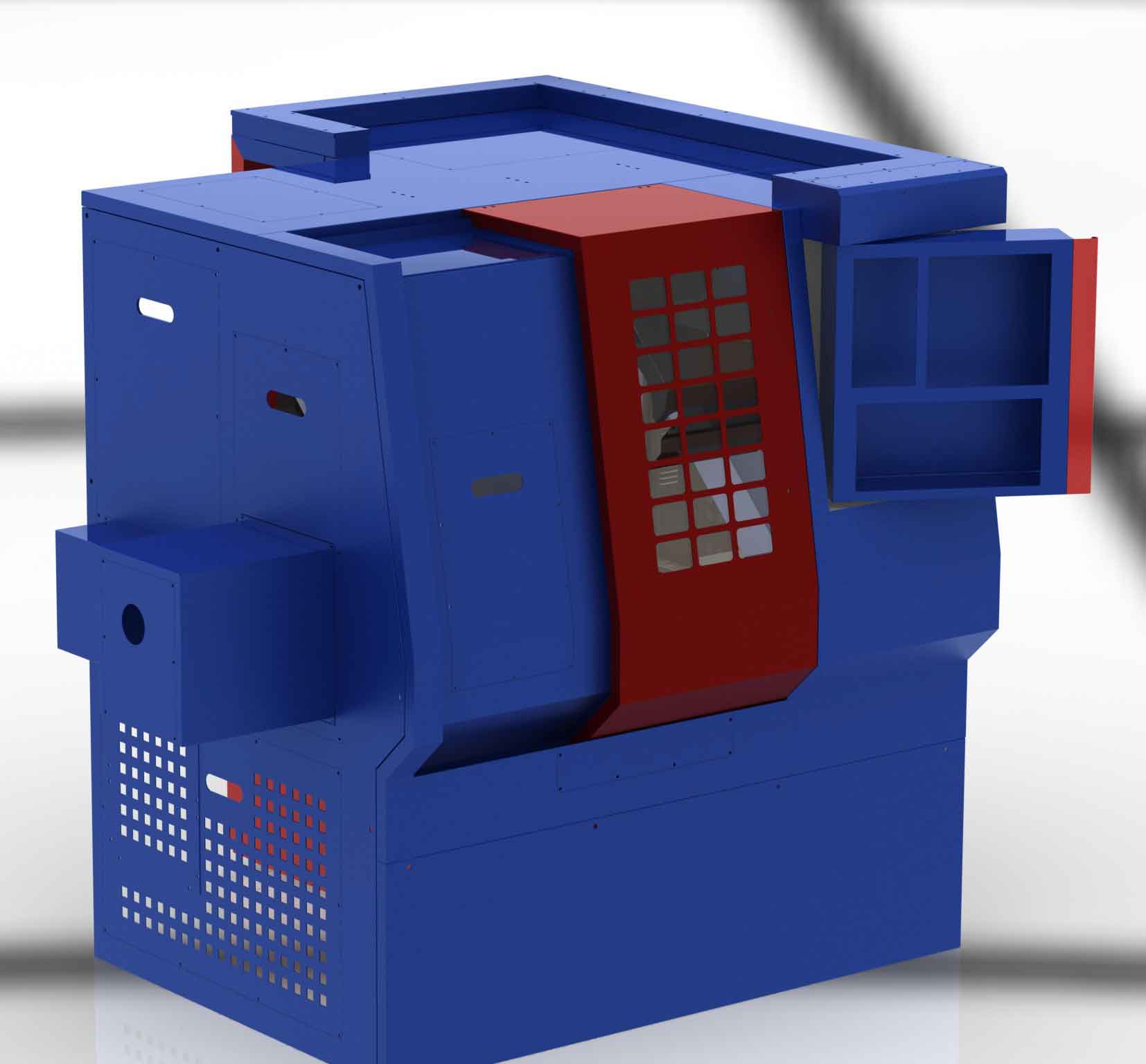 |
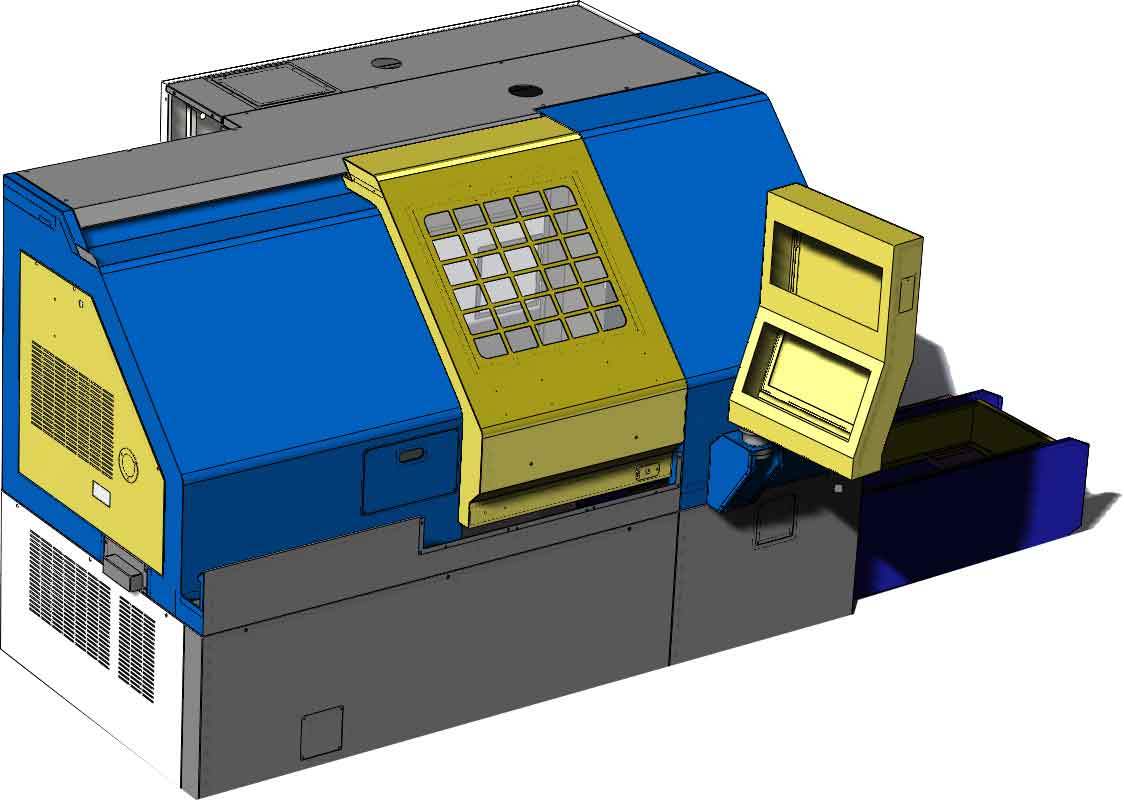 |
ООО «Станкомонтаж» имеет большой опыт изготовления ограждения зон резания кабинетного типа согласно ТЗ Заказчика для металлообрабатывающих станков (изготовлено 2 версии кабинетного ограждения)
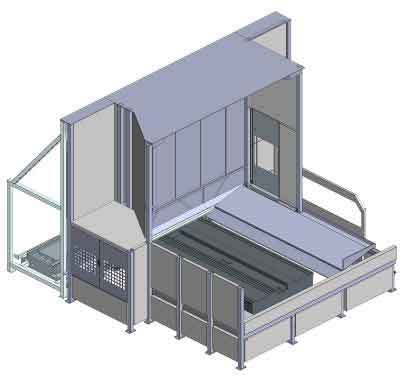 |
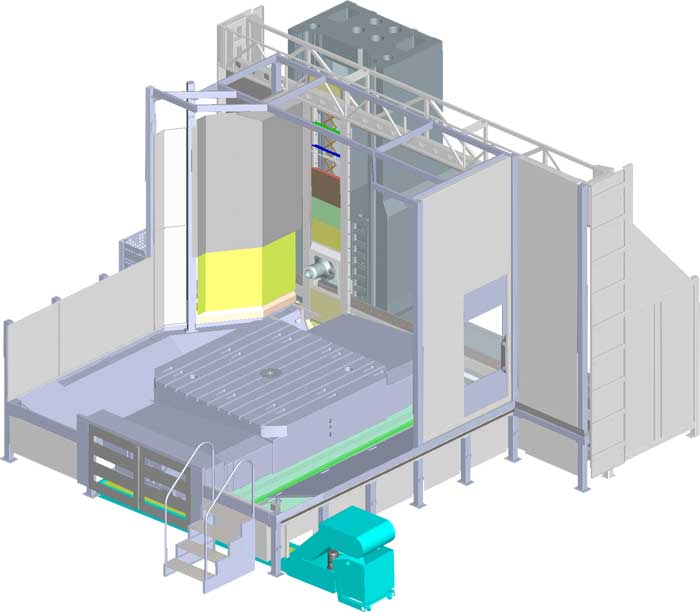 |
Конструкторским отделом разработано ограждение кабинетного типа многооперационного вертикально-фрезерного станка с ЧПУ (изготовлено 3 версии кабинетного ограждения)
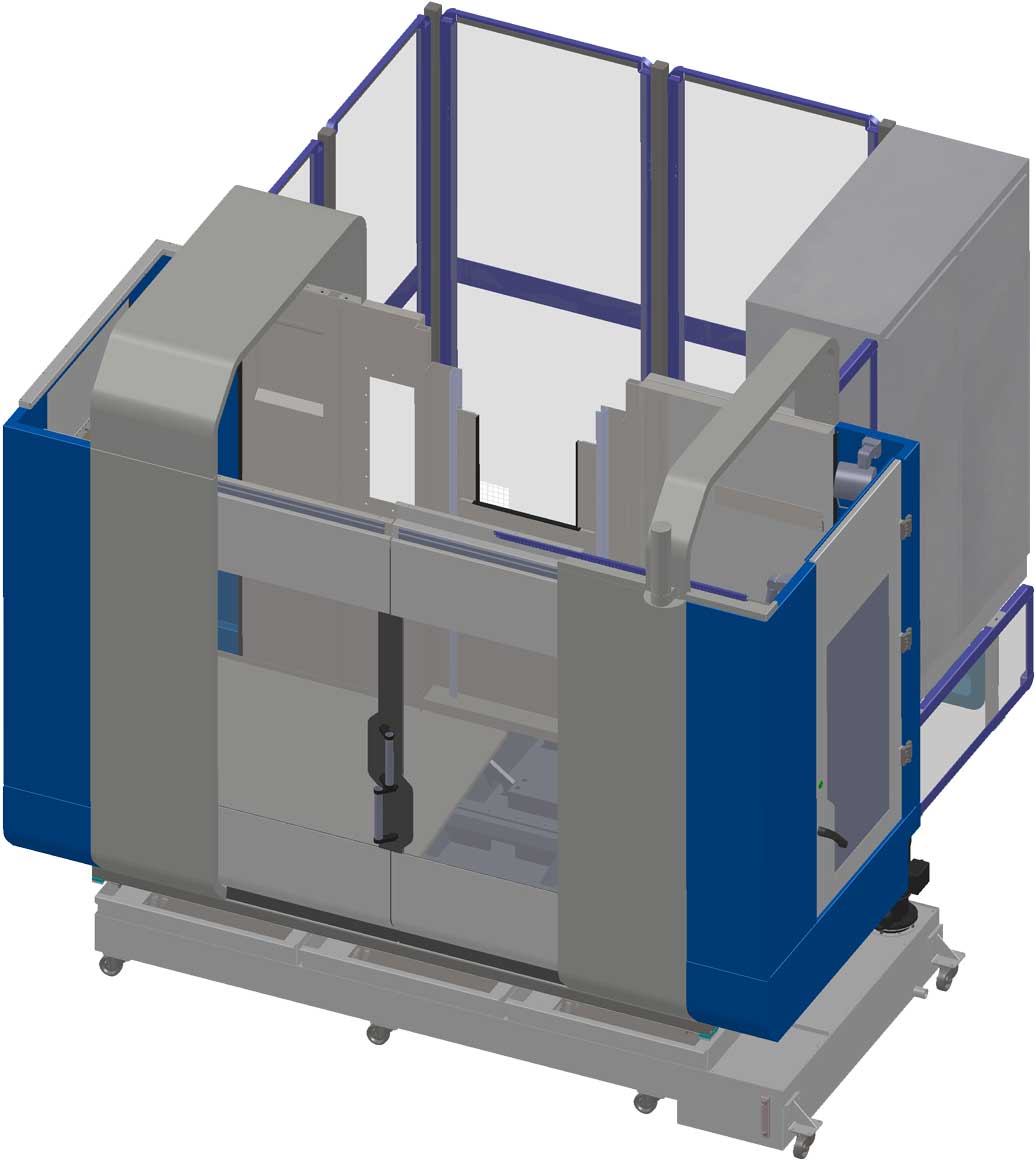 |
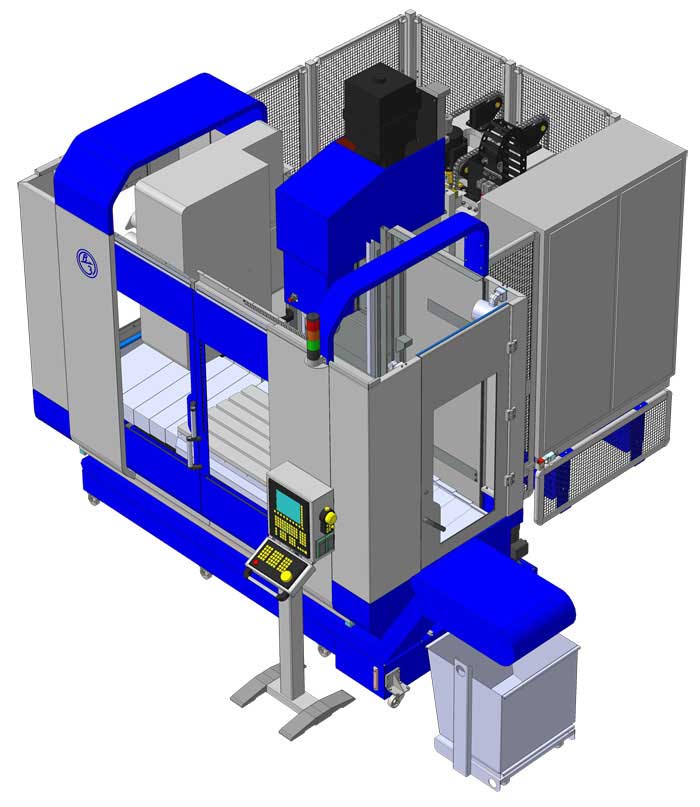 |

 |
 |
 |
 |
 |
 |
Система крепления инструмента на универсальные токарные и токарные станки с ЧПУ (при крупносерийном производстве) поволяет существенно повысить (расширить) технологические возможности оборудования. Система может быть использована как универсальная "спутниковая" система базирования для фрезерных станков (и сверлильных)
| Характеристики | AA | A | E | B | C | |
| Наибольший диаметр обработки, мм | 120 - 220 | 150 - 300 | 200 - 400 | 300 - 500 | 400 - 700 | |
| Наибольшая мощность станка, кВт | 1 | 2,2 | 4,4 | 6,6 | 13 | |
| Ширина верхней каретки, макс. | z | 80 | 100 | 120 | 150 | 180 |
| Высота режущей кромки, мин. | x | h + y | h + y | h + y | h + y | h + y |
| Высота режущей кромки, макс. | x + hv | x + hv | x + hv | x + hv | x + hv | |
| Регулировка по высоте, мм | hv | 8 | 11 | 17/15 | 20/11 | 40/35/30 |
| Высота подкладки под резец, мм | y | 6 | 9 | 10/11 | 12,5/14 | 15/18 |
| Ширина подкладки под резец, мм | d | 10 | 12 | 20 | 20 | 20/30 |
| Макс. высота державки резца, мм | h | 12 | 20 | 20 | 25 | 32 |
| Сверление, мм | t | 12 | 20 | 20 | 32 | 40 |
| Сверление, макс. мм | t max | 12 | 31 | 31 | 51 | 70 |
| Общая ширина, макс. мм | v | 70 | 100 | 125 | 150 | 92/202/202 |
| Общая высота, мм | s | 37 | 54 | 68 | 75 | 110 |
| Вылет, макс. мм | u | 30 | 35 | 35 | 45 | 90 |
- Быстросменный резцедержатель картриджного типа.
- Подходит ко всем распространенным типам токарно-винторезных станков.
- Надежный эксцентриковый зажим.
- Точность перестановки 0.01 мм.
- Шлифованный зубчатый венец.
- 40 возможных угловых положений с отсчетом по шкале.
- Изготовлена из высококачественной легированной стали.
- Регулировка положения сменных картриджей по высоте.


Тележка внутрицеховая предназначена для транспортирования деталей в процессе производства.
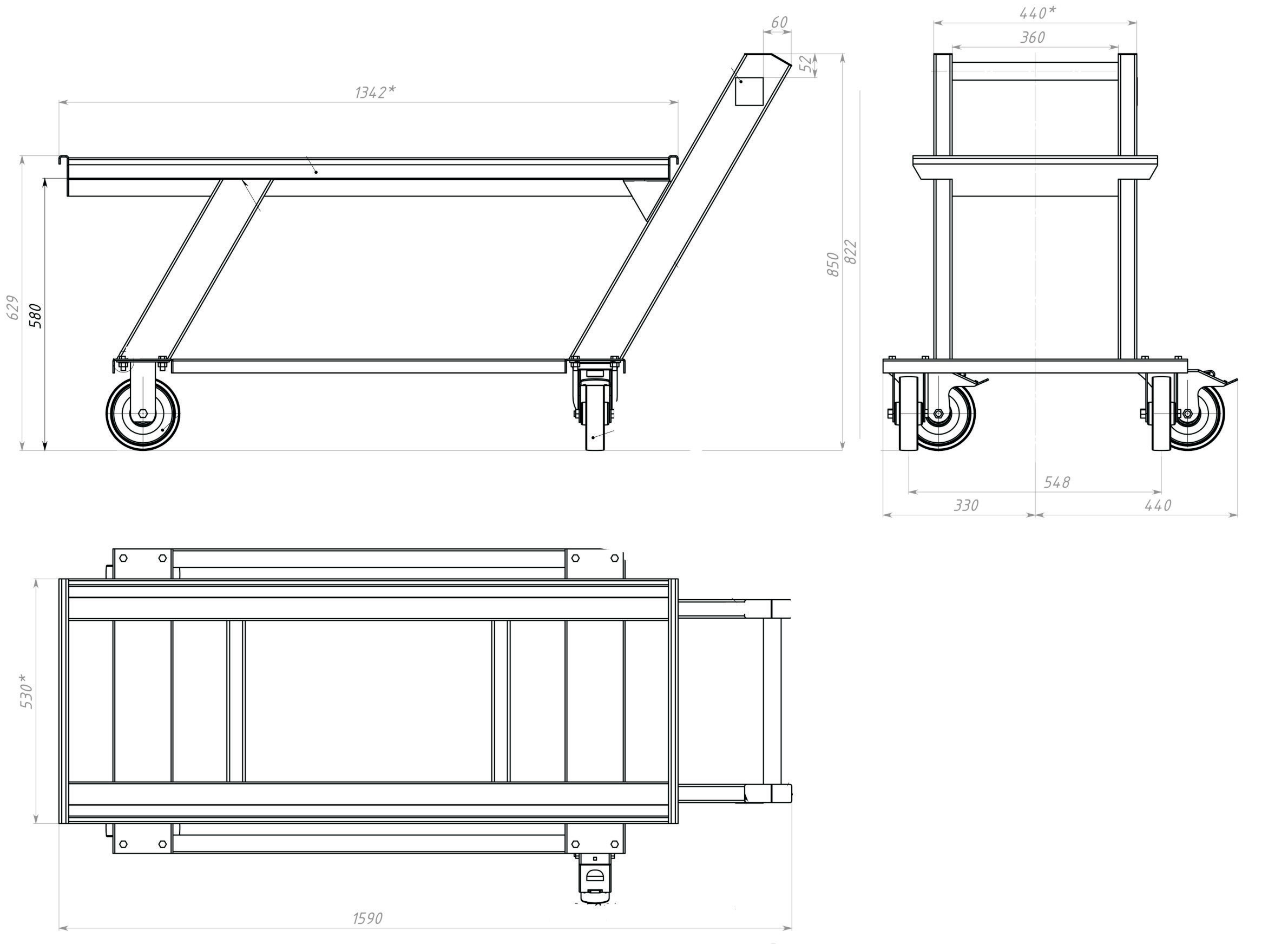
| Габаритные размеры: | ||
| Длина | 1590 | мм |
| Ширина | 880 | мм |
| Высота | 850 | мм |
| Грузоподъёмность | 200 | кг |
| Вес | 20 | кг |


Ящик на колёсных опорах для сбора стружки, используемый для накопления отходов процесса обработки, отводимой стружкоуброчным транспортёром из зоны резания станка, оснащен системой отделения СОЖ.
Технические характеристики
Габариты ящика для стружки:
длина 672 мм
ширина 602 мм
высота 808 мм
Грузоподъёмность 100 кг

Бункер для сбора стружки

Много руководителей и компаний задумываются: как повысить производительность, культуру производства, как внедрить приёмы экономии на производстве и т. п. Продукция компании «WOLFHAN» - нашего партнера - помогает отчасти разрешить подобные задачи при помощи гидравлических подъёмных бункеров серии EGB (с электроприводом) и GB (с ручным приводом) с функцией отделения и сбора смазывающей охлаждающей жидкости(СОЖ), служащих для отвода и удаления стружки от металлообрабатывающих центров с ЧПУ.

Таблица основных характеристик бункеров серии GB и EGB.
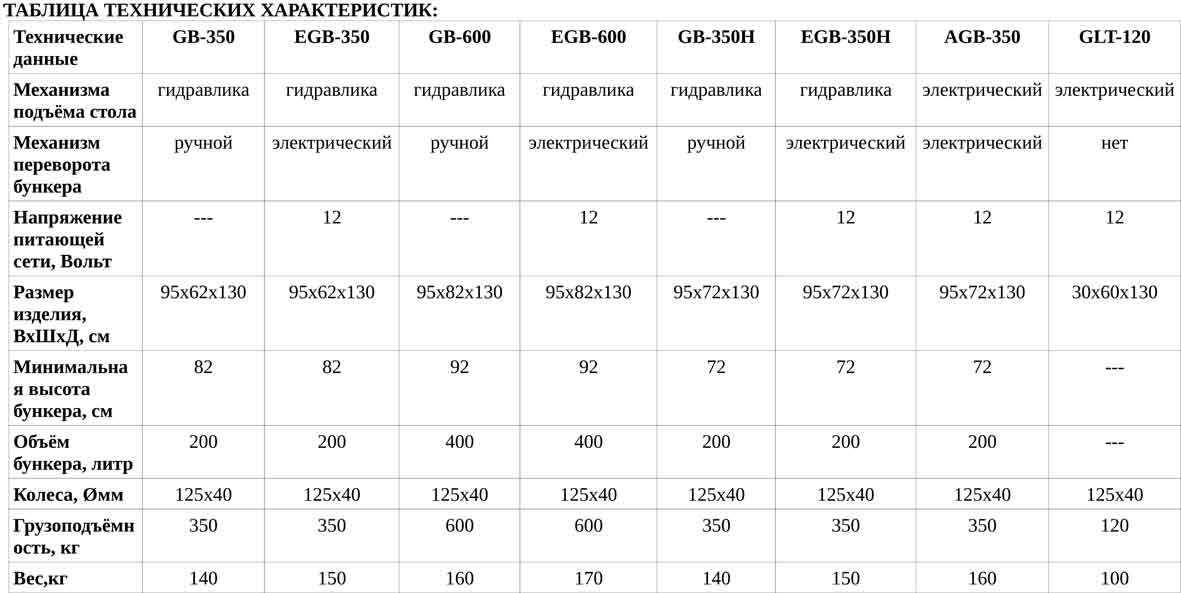
Для оборудования с низким «гусём» шнека типа станков компании HAAS разработаны бункеры EGB и GB c литерой Н.
Также разработаны бункеры, в которых гидравлика полностью заменена актуаторами с электроприводом.

Дополнительно к указанным выше моделям к поставке предлагаются модели GB-150 и EGB-150. Основное отличие от моделей, указанных в таблице:
- Подъём на высоту 700 мм вместо 1300 мм;
- Уменьшенный объём бункера - 150 литров;
- Грузоподъёмность - 350 кг.

Гидравлические револьверные головки для токарных станков

LS100

LS-120 / 160

LS-160A / 200

LS-240/LS-240A

LS-250H

LS-320

LS-400A / 400

Револьверная головка с сервоприводом для токарных станков

LS-120SV / 160SV / 200SV

LS-240SV

LS-250SV/ 320SV

Головки автоматические универсальные
 |
 |
 |
| УГ9321 | УГ9321 | УГ8 |
|
Модель |
УГ9321 |
УГ9321 |
УГ8 |
|
Расстояние от базовой плоскости до оси автоматической головки, мм |
121 |
121 |
121 |
|
Количество позиций |
6 |
8 |
8 |
|
Размер присоединительного отверстия под блоки резцедержателей по ГОСТ 24900-81, мм |
Ш50Н7 |
Ш40Н7 |
Ш40Н7 |
|
Максимально крутящий момент от усилия резания, kH х м |
2,6 |
2,8 |
2,8 |
|
Стабильность фиксации инструмента, мкм |
5 |
5 |
3 |
|
Мощность электродвигателя, кВт |
0,37 |
0,37 |
0,37 |
|
Габаритные размеры головки без инструментальных блоков, мм не более: |
500 |
520 |
421 |
|
Масса (нетто/брутто), кг, не более |
140/165 |
130,7/170 |
190/215 |
|
Направление вращения |
Одностороннее |
Одностороннее |
Реверсивное |
|
Посадочная поверхность для инструментального диска: |
Конусная 7°7’30” Ш139,719(+0.004-0.008) |
|
|
Головки автоматические универсальные являются узлами токарных станков с различными системами числового программного управления и предназначены для крепления, установки и автоматической индексации режущего и вспомогательного инструмента. Головки УГ8 имеют повышенный по сравнению с ранее выпускавшимися головками ресурс надежности по наработке на отказ.

Радиально-сверлильные станки ГС545, 2К522

Станки предназначены для обработки отверстий в мелких, средних и крупных деталях.
На станках можно выполнять: сверление, зенкерование, развертывание, нарезание резьбы в различных плоскостях и под разными углами.
Оригинальная конструкция станка 2К522 обеспечивает широкие возможности и позволяет:
- поворачивать сверлильную головку и рукав вокруг своих осей на 360°;
- производить обработку отверстий в любой пространственной ориентации;
- вести обработку отверстий, расположенных ниже уровня «пола»;
- производить обработку отверстий в ограниченном пространстве.
Конструкция станка ГС545 обеспечивает широкие возможности и позволяет:
- поворачивать сверлильную головку и, при необходимости, рукав вокруг своих осей;
- вести обработку отверстий, расположенных ниже уровня «пола».
Технические характеристики
|
Модель |
2К522 |
ГС545 |
|---|---|---|
|
Наибольший условный диаметр сверления, мм в стали 45 |
32 |
45 |
|
Наибольший диаметр нарезания резьбы в стали 45 |
М16 |
М24 |
|
Точность отверстий после развертывания |
Н9 |
|
|
Точность нарезаемой резьбы |
7Н по ГОСТ 16093 |
|
|
Вылет шпинделя, расстояние от оси шпинделя до образующей колонны (max/min), мм |
800/300 960/-220 |
1100/320 1250/-60 |
|
Радиус сверления (расстояние от оси шпинделя до оси колонны, (max/min), мм |
900/430 |
1130/430 |
|
Суммарный угол поворота рукава вокруг колонны (вертикальная ось) |
360є |
360є * |
|
Наибольшее вертикальное перемещение рукава по колонне, мм, |
930 |
1060 |
|
Зажим на колонне |
ручной |
|
|
Суммарный угол поворота сверлильной головки вокруг горизонтальной оси |
360є |
±45є |
|
Наибольший ход головки по рукаву, мм, не менее |
500 |
780 |
|
Размер конуса шпинделя |
Морзе 4 АТ6 ГОСТ 25557 |
|
|
Число ступеней частот вращения шпинделя |
12 |
12 |
|
Пределы частот вращения шпинделя, об/мин |
45-2000 |
|
|
Число подач |
4 |
|
|
Пределы рабочих подач, мм/об |
0,056; 0,1; 0,18; 0,32 |
|
|
Мощность привода главного движения, кВт |
1,5 |
3 |
|
Наибольшая суммарная мощность электродвигателя, кВт |
2,43 |
4,28 |
|
Род тока питающей сети |
Трехфазный переменный |
|
|
Габаритные размеры станка (LхBхH), мм, не более |
1480х940х1990 |
1800х925х2260 |
|
Масса станка (нетто/брутто), кг, не более |
950/1160 |
1480/1700 |
Примечание: 1* По заказу
| План фундамента станка 2К522 |

Радиально-сверлильные моделей РС-40, РС-50 (аналог SRB50)

Станки радиально-сверлильные моделей РС-40, РС-50 (аналог станка SRB50) предназначены для обработки отверстий в средних и крупных деталях. На станках можно выполнять следующие виды работ: сверление, растачивание, зенкерование, зенкование, подрезка торца и нарезание резьбы в различных видах металлических и неметаллических деталей малых и средних размеров. Станки применяются в индивидуальном, мелкосерийном и серийном производстве.
Конструктивные особенности станков.
Станки имеют следующие конструктивные особенности, определяющие их преимущества по производительности, качеству и экономичности:
- отшлифованные зубчатые венцы пиноли обеспечивают легкий ход с минимальным износом;
- сверлильная головка перемещается по закаленным и отшлифованным направляющим;
- привод подачи станка всего оснащен системой аварийной остановки при перегрузках;
- регулируемый упор глубины сверления со шкалой и нониусом;
- система подачи СОЖ с интегрированной в основание емкостью;
- диаметр сверления до 40-50 мм, большой вылет и компактные размеры;
- гидравлический регулятор числа оборотов шпинделя и скорости подачи, обеспечивает простое управление и безопасную эксплуатацию;
- вращение сверлильного шпинделя производится через многодисковое зацепление, что делает легким переключение направления вращения и производит щадящее воздействие на заготовку;
- независимый ручной зажим сверлильной головки и консоли;
- удобное расположение элементов управления облегчает работу оператора и позволяет освоить работу на станке за короткое время;
- при вертикальном перемещении консоли колонна и головка остаются неподвижными;
- радиальная подача и точное позиционирование происходит через центральный маховик;
- оператор может включить поворот консоли, при этом обе оси фиксируются одновременно в выбранном положении рычагом зажима сверлильной головки.
Технические характеристики станков
|
Модель станка |
РС-40 |
РС-50 |
РС-50-01 |
|
Наименование параметра |
Значение |
||
|
Диаметр сверления в стали, мм |
40 |
50 |
50 |
|
Макс. глyбинa cвepлeния, мм |
250 |
315 |
315 |
|
Рабочая зона |
|||
|
Габариты базовой плиты станка, мм |
1500x740x160 |
2400x1000x200 |
2050x1000x200 |
|
Габариты коробчатого стола, мм |
400x450x400 |
630x500x500 |
630x500x500 |
|
Ход сверлильной головки по рукаву, мм |
800 |
1250 |
900 |
|
Высота подъема консоли, мм |
800 |
900 |
870 |
|
Расстояние от торца шпинделя до поверхности стола, мм |
264 - 1064 |
320-1220 |
350 - 1220 |
|
Расстояние от оси шпинделя до колонны, мм |
200-1000 |
350-1600 |
350-1250 |
|
Диаметр колонны, мм |
240 |
350 |
350 |
|
Главный шпиндель |
|||
|
Мощность двигателя гл. привода, кВт |
3,0 |
4,0 кВт |
4,0 кВт |
|
Диапазон частот вращения шпинделя, об/мин |
71 - 1800 |
25 - 2000 |
25 - 2000 |
|
Количество поддиапазонов частот вращения шпинделя |
8 |
16 |
16 |
|
Конус шпинделя |
MT 4 |
MT 5 |
MT 5 |
|
Подача |
|||
|
Диапазон подач, мм/об |
0,13 - 0,54 |
0,04 - 3,2 |
0,04 - 3,2 |
|
Количество подач |
4 |
16 |
16 |
|
Прочие характеристики |
|||
|
Габариты, мм |
1730x750x2360 |
2500x1060x2650 |
2150x1060x2650 |
|
Вес, кг |
1700 |
3500 |
3100 |
| План фундамента станка PC-50 |

Радиально-сверлильные моделей РС-63, РС-80

Станки радиально-сверлильные моделей РС-63, РС-80 предназначены для обработки отверстий в средних и крупных деталях. На станках можно выполнять следующие виды работ: сверление, растачивание, зенкерование, зенкование, подрезка торца и нарезание резьбы в различных видах металлических и неметаллических деталей малых и средних размеров. Станки применяются в индивидуальном, мелкосерийном и серийном производстве.
Конструктивные особенности станков.
Станки имеют следующие конструктивные особенности, определяющие их преимущества по производительности, качеству и экономичности:
- отшлифованные зубчатые венцы пиноли обеспечивают легкий ход с минимальным износом;
- сверлильная головка перемещается по закаленным и отшлифованным направляющим;
- привод подачи станка всего оснащен системой аварийной остановки при перегрузках;
- регулируемый упор глубины сверления со шкалой и нониусом;
- система подачи СОЖ с интегрированной в основание емкостью;
- диаметр сверления до 63-80 мм, большой вылет и компактные размеры;
- гидравлический регулятор числа оборотов шпинделя и скорости подачи, обеспечивает простое управление и безопасную эксплуатацию;
- вращение сверлильного шпинделя производится через многодисковое зацепление, что делает легким переключение направления вращения и производит щадящее воздействие на заготовку;
- независимый ручной зажим сверлильной головки и консоли;
- удобное расположение элементов управления облегчает работу оператора и позволяет освоить работу на станке за короткое время;
- при вертикальном перемещении консоли колонна и головка остаются неподвижными;
- радиальная подача и точное позиционирование происходит через центральный маховик;
оператор может включить поворот консоли, при этом обе оси фиксируются одновременно в выбранном положении рычагом зажима сверлильной головки.
Технические характеристики станков
|
Модель станка |
РС-63 |
РС-80 |
|
Наименование параметра |
Значение |
|
|
Диаметр сверления в стали, мм |
63 |
80 |
|
Макс. глyбинa cвepлeния, мм |
400 |
450 |
|
Рабочая зона |
||
|
Габариты базовой плиты станка, мм |
2900x1250x250 |
3530x1400x300 |
|
Габариты коробчатого стола, мм |
950x630x500 |
1000x800x560 |
|
Ход сверлильной головки по рукаву, мм |
1600 |
2000 |
|
Высота подъема консоли, мм |
1200 |
1450 |
|
Расстояние от торца шпинделя до поверхности стола, мм |
400 -1600 |
550 - 2000 |
|
Расстояние от оси шпинделя до колонны, мм |
450 - 2050 |
500 - 2500 |
|
Диаметр колонны, мм |
450 |
550 |
|
Главный шпиндель |
||
|
Мощность двигателя гл. привода, кВт |
5,5 |
7,5 кВт |
|
Диапазон частот вращения шпинделя, об/мин |
20 - 1600 |
16 - 1250 |
|
Количество поддиапазонов частот вращения шпинделя |
16 |
16 |
|
Конус шпинделя |
MT 5 |
MК6 (МТ6) |
|
Подача |
||
|
Диапазон подач, мм/об |
0,04 - 3,2 |
0,04 - 3,2 |
|
Количество подач |
16 |
16 |
|
Мощность двигателя подач, кВт |
2 |
3 |
|
Прочие характеристики |
||
|
Габариты, мм |
3110x1250x3150 |
3730x1400x3790 |
|
Вес (БРУТТО/НЕТТО), кг |
7000 |
15000/11000 |

Фрезерный станок с ЧПУ SV200

Станок вертикальный фрезерный модели с ЧПУ SV200 – компактный и высокоскоростной станок с ЧПУ для высокопроизводительной обработки мелких деталей из различных конструкционных материалов в условиях мелкосерийного и серийного производства. Выполняет операции сверления, нарезания резьбы, прямолинейного, контурного и объемного фрезерования, гравирования.
Область применения: машиностроение, станкостроение, инструментальное производство (изготовление штампов, пресс-форм, электродов и т.д.) и другие отрасли народного хозяйства.
Конструктивные особенности
Станок модели SV200 представляет собой конструкцию, собранную из литых деталей и обладает достаточной жесткостью и термостабильностью. Благодаря использованию скоростных высокоточных шариковых винтовых пар и направляющих качения достигаются высокие скорости перемещения подвижных органов станка. Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Станок SV200 выполнен по классической схеме: крестовый стол и неподвижная колонна с закреплённой на ней шпиндельной бабкой - которые прекрасно подходят для 3-х координатной и 3-х осевой обработки, а в сочетании с опционным поворотным столом с 4-ой координатой для 4-х осевой обработки, обеспечивает высокую точность и универсальность.
Станок в базовом варианте имеет следующие управляемые оси:
Ось X - продольное перемещение стола
Ось Y - поперечное перемещение стола
Ось Z - вертикальное перемещение шпиндельной бабки.
Технические характеристики станка модели SV200
|
Наименование параметра |
Значение |
|
Рабочая зона |
|
|
Габариты рабочей поверхности стола, мм х мм |
380 х 180 |
|
Максимальная нагрузка на стол, кг |
60 |
|
Количество Т-образных пазов стола |
3 |
|
Ширина направляющего паза стола, мм |
10 |
|
Высота стола относительно основания, мм |
840 |
|
Перемещение по осям |
|
|
Продольное перемещение стола по оси Х, мм |
300 |
|
Поперечное перемещение стола по оси Y, мм |
180 |
|
Вертикальное перемещение шпиндельной бабки по оси Z, мм |
210 |
|
Шпиндель |
|
|
Максимальная скорость вращения шпинделя, об/мин |
10 000 |
|
Конус шпинделя |
ВТ30 |
|
Мощность шпинделя (S1), кВт |
2,2 |
|
Скорость подачи |
|
|
Диапазон программируемых рабочих подач, мм/мин |
1…6 000 |
|
Быстрый ход по осям Х/Y/Z, м/мин |
20/20/20 |
|
Инструментальный магазин |
|
|
Емкость инструментального магазина, шт |
12 |
|
Макс. диаметр инструмента, устанавливаемого в магазине, мм |
75 |
|
Макс. длина инструмента, мм |
125 |
|
Макс. масса инструмента, кг |
3 |
|
Время смены инструмента от инструмента до инструмента, с |
7,0 |
|
Точность |
|
|
Точность позиционирования по осям, мм |
±0,005 |
|
Повторяемость, мм |
±0,003 |
|
Характеристика энергоносителей |
|
|
Подводимая электрическая мощность, кВА |
5 |
|
Давление воздуха, мПа |
0,6 |
|
Расход воздуха, л/мин |
400 |
|
Габаритные размеры и масса |
|
|
Габариты станка (L x B x H), мм |
1716х1690х2250 |
|
Вес станка, кг |
1100 |
Примечание: характеристики, указанные в скобках, являются опциональными
Габаритные размеры станка модели SV200

ОПЦИИ
по согласованию с «Покупателем»
|
Наименование |
|
Система масляного охлаждения шпинделя |
|
Замена системы ЧПУ «Fanuc 0i MD» и электроприводы (ф. «Fanuc», Япония) на систему ЧПУ «Sinumerik 828D basic M» и электроприводы (ф. «Siemens», Германия) |
|
Замена стандартного шпинделя на высокоскоростной шпиндель (до 12 000 об/мин) ( только для ЧПУ «Siemens») |
|
Система контроля детали со щупом ОMP-40-2 с датчиком контроля инструмента OTS и приемником OMI-2T с беспроводной передачей сигнала фирмы «Renishaw» |

Фрезерный станок с чпу SV400
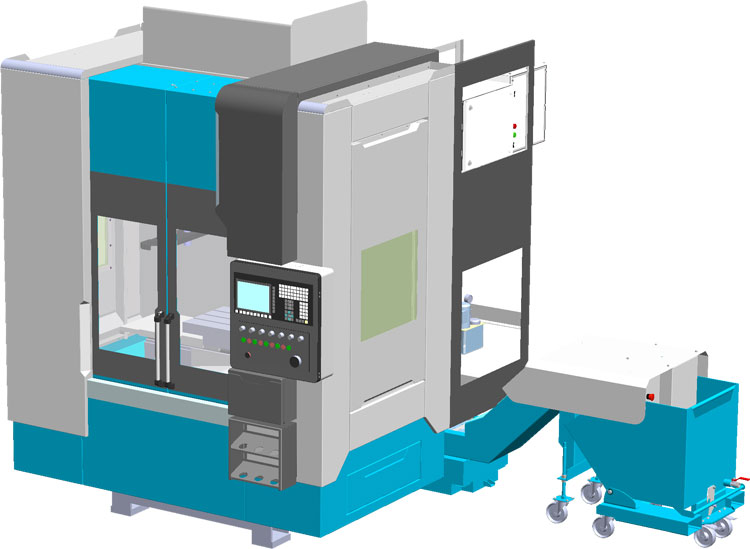
Станок вертикальный сверлильно-фрезерно-расточный модели SV400 (аналог станков 400V и S450) – компактный и высокоскоростной станок с ЧПУ для высокопроизводительной обработки мелких деталей из различных конструкционных материалов в условиях мелкосерийного и серийного производства. Выполняет операции сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования.
Область применения: машиностроение, станкостроение, инструментальное производство (изготовление штампов, пресс-форм, электродов и т.д.) и другие отрасли народного хозяйства.
Конструктивные особенности
Станок модели SV400 представляет собой конструкцию, собранную из литых деталей и обладает достаточной жесткостью и термостабильностью. Благодаря использованию скоростных высокоточных шариковых винтовых пар и направляющих качения достигаются высокие скорости перемещения подвижных органов станка. Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Станок SV400 выполнен по классической схеме: крестовый стол и неподвижная колонна с закреплённой на ней шпиндельной бабкой - которые прекрасно подходят для 3-координатной и 3-осевой обработки, а в сочетании с опционным поворотным столом - для 4-тикоординатной и 4-хосевой обработки, обеспечивая при этом высокую точность и универсальность.
Станок в базовом варианте имеет следующие управляемые оси:
Ось X - продольное перемещение стола
Ось Y - поперечное перемещение стола
Ось Z - вертикальное перемещение шпиндельной бабки.
|
Рабочая зона |
|
|
Габариты рабочей поверхности стола, мм х мм |
800 х 400 |
|
Максимальная нагрузка на стол, кг |
400 |
|
Количество Т-образных пазов стола |
3 |
|
Ширина направляющего паза стола, мм |
14 |
|
Высота стола относительно основания, мм |
1090 |
|
Расстояние от торца шпинделя до плоскости стола, мм |
180-630 |
|
Перемещение по осям |
|
|
Продольное перемещение стола по оси Х, мм |
600 |
|
Поперечное перемещение стола по оси Y, мм |
400 |
|
Вертикальное перемещение шпиндельной бабки по оси Z, мм |
450 |
|
Шпиндель |
|
|
Максимальная скорость вращения шпинделя, об/мин |
8000 (10000) |
|
Конус шпинделя |
ВТ40 |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
7/9 (9/11) |
|
Скорость подачи |
|
|
Диапазон программируемых рабочих подач, мм/мин |
1…10 000 |
|
Быстрый ход по осям Х/Y/Z, м/мин |
30/30/30 |
|
Инструментальный магазин |
|
|
Емкость инструментального магазина, шт |
20 |
|
Макс. диаметр инструмента, устанавливаемого в магазине, мм (без пропуска гнезд / с пропуском гнезд) |
80 / 125 |
|
Макс. длина инструмента, мм |
250 |
|
Макс. масса инструмента, кг |
8 |
|
Время смены инструмента от инструмента до инструмента, с |
2,5 |
|
Время смены инструмента от стружки до стружки, с |
5 |
|
Точность |
|
|
Точность позиционирования по осям, мм |
0,01 |
|
Повторяемость, мм |
±0,005 |
|
Характеристика энергоносителей |
|
|
Подводимая электрическая мощность, |
15 |
|
Давление воздуха, мПа |
0,5 |
|
Расход воздуха, л/мин |
200 |
|
Габаритные размеры и масса |
|
|
Габариты станка (L x B x H), мм |
1900х2500х3000 |
|
Вес станка, кг |
3600 |
Примечание: характеристики, указанные в скобках, являются опциональными
Структура цены
№ п/п |
Наименование |
|
|
Вертикальный обрабатывающий центр с ЧПУ модели SV400 |
|
1. |
Базовая комплектация: |
|
2. |
Упаковка |
|
3. |
Транспортировка в любую точку европейской части РФ |
|
4. |
Обучение (3-х специалистов Покупателя: электронщика, наладчика, оператора) |
|
5. |
Пусконаладочные работы и сервисное обслуживание в течение гарантийного периода |
|
6. |
ИТОГО: |
ОПЦИИ
по согласованию с «Покупателем»
№ п/п |
Наименование |
|
1. |
4 – я ось, поворотный стол с планшайбой Ø200 мм, с задним центром, с двигателем, интерфейсом и программным обеспечением |
|
2. |
Транспортер стружкоуборочный |
|
3. |
Система подачи СОЖ через шпиндель (20 bar) c системой тонкой очистки |
|
4. |
Замена стандартного шпинделя на высокоскоростной шпиндель (до 12 000 об/мин) |
|
5. |
Увеличение мощности шпинделя (S1/S6-30 мин) до 9/11 кВт взамен стандартного исполнения 7,5/9 кВт |
|
6. |
Система контроля детали со щупом ОMP-40-2 с датчиком контроля инструмента OTS и приемником OMI-2T с беспроводной передачей сигнала фирмы «Renishaw» |
| План фундамента станка SV400 |

Фрезерный станок с чпу SV 500М (аналог станка 500V)
 Станок вертикальный сверлильно-фрезерно-расточный модели SV500M – компактный и высокоскоростной станок с ЧПУ для высокоточной обработки деталей из различных конструкционных материалов в условиях мелкосерийного и серийного производства. Идеально подходит для производства штампов и пресс-форм. Выполняет операции сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования.
Станок вертикальный сверлильно-фрезерно-расточный модели SV500M – компактный и высокоскоростной станок с ЧПУ для высокоточной обработки деталей из различных конструкционных материалов в условиях мелкосерийного и серийного производства. Идеально подходит для производства штампов и пресс-форм. Выполняет операции сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования.
Область применения: машиностроение, станкостроение, инструментальное производство (изготовление штампов, пресс-форм, электродов и т.д.) и другие отрасли народного хозяйства.
Конструктивные особенности
Станок модели SV500M представляет собой конструкцию, собранную из литых деталей и обладает достаточной жесткостью и термостабильностью. Благодаря использованию скоростных высокоточных шариковых винтовых пар и направляющих качения достигаются высокие скорости перемещения подвижных органов станка. Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
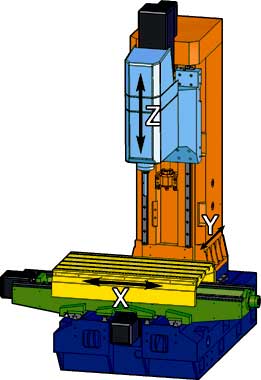 |
Станок SV500M выполнен по классической схеме: крестовый стол и неподвижная колонна с закреплённой на ней шпиндельной бабкой - которые прекрасно подходят для 3-координатной и 3-осевой обработки, а в сочетании с опционным поворотным столом - для 4-тикоординатной и 4-хосевой обработки, обеспечивая при этом высокую точность и универсальность. Станок в базовом варианте имеет следующие управляемые оси: Ось X - продольное перемещение стола Ось Y - поперечное перемещение стола Ось Z - вертикальное перемещение шпиндельной бабки. |
Технические характеристики станка модели SV500M
|
Рабочая зона |
|
|
Рабочая поверхность стола, мм х мм |
600 х 1200 |
|
Максимальная нагрузка на стол, кг |
800 |
|
Количество Т-образных пазов стола |
5 |
|
Ширина направляющего паза стола, мм |
18 |
|
Высота стола относительно уровня основания, мм |
820 |
|
Расстояние от торца шпинделя до плоскости стола, мм |
150-650 |
|
Перемещение по осям |
|
|
Продольное перемещение стола по оси Х, мм |
1000 |
|
Поперечное перемещение стола по оси Y, мм |
500 |
|
Вертикальное движение шпиндельной бабки по оси Z, мм |
500 |
|
Шпиндель |
|
|
Максимальная скорость вращения шпинделя, об/мин |
8000 (10000,12000) |
|
Конус шпинделя |
ВТ40 (ISO 40) |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
9/11 (11/13) |
|
Скорость подачи |
|
|
Диапазон программируемых рабочих подач, мм/мин |
1…10 000 |
|
Быстрый ход по осям Х/Y/Z, м/мин |
30/30/20 |
|
Инструментальный магазин |
|
|
Емкость инструментального магазина, шт |
20 |
|
Макс. диаметр инструмента, устанавливаемого в магазине, мм (без пропуска гнезд / с пропуском гнезд) |
80 / 125 |
|
Макс. длина инструмента, мм |
250 |
|
Макс. масса инструмента, кг |
8 |
|
Время смены инструмента от инструмента до инструмента, с |
3 |
|
Время смены инструмента от стружки до стружки, с |
5,5 |
|
Точность |
|
|
Точность позиционирования, мм |
0,01 |
|
Повторяемость, мм |
±0,005 |
|
Характеристика энергоносителей |
|
|
Подводимая электрическая мощность, |
25 |
|
Давление воздуха, мПа |
0,5 |
|
Расход воздуха, л/мин |
200 |
|
Параметры станка |
|
|
Габариты станка, мм |
2500х3000х2700 |
|
Вес станка, кг |
6500 |

Вертикальный сверлильно фрезерный обрабатывающий центр с чпу мод.SVS 420
 |
ООО «Станкомонтаж» готово предложить решение для прецизионной механической обработки на базе высокоточного 3-х осевого вертикального фрезерного обрабатывающего центра с ЧПУ модели SVS 420. Станок модели SVS 420 предназначен для высокопроизводительной обработки деталей из различных конструкционных материалов для выполнения операций сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования. Вертикальный сверлильно фрезерный станок SVS 420 – станок с тремя разнесенными линейными осями и жестким, неподвижным рабочим столом. Станина станка симметричная, цельнолитая, двухколонная, коробчатая, с расположением всех направляющих и основных узлов выше зоны резания. Применение уникальных конструктивных решений и особенности компоновки позволяют равномерно распределить все нагрузки и минимизировать тепловые деформации, что положительно сказывается на сохранении высокой точности при длительной эксплуатации. Симметричная конструкция шпиндельной бабки также минимизирует и стабилизирует температурные деформации. Высокое расположение направляющих над зоной резания, минимизирует воздействие стружки и СОЖ. Роликовые направляющие по трем осям позволяют сократить силовые нагрузки и уменьшить силы трения при перемещении. Высокоточные ШВП по трем осям - с прямым приводом от сервомотора. Станок имеет полное, «кабинетное» ограждение. Для поддержания термостабильности шпиндельный узел имеет систему масляного охлаждения. Станок оснащен станцией автоматической импульсной смазки |
|
Параметры стола |
|
|
Размеры рабочей поверхности стола, мм |
800х420 |
|
Количество Т-образных пазов / расстояние между пазами, мм |
3 / 100 |
|
Размеры Т-образных пазов, мм |
14Н7 |
|
Наибольшие габариты заготовки с учетом приспособления, мм |
800х420х350 |
|
Наибольшая масса обрабатываемой детали с учетом приспособления, кг |
600 |
|
Шпиндель |
|
|
Конус шпинделя |
BT30 |
|
Пределы частот вращения шпинделя, мин -1 |
0-12 000 |
|
Максимальный крутящий момент на шпинделе, Н м |
45 |
|
Мощность электродвигателя шпинделя, S1/S6, кВт |
4,1/6,15 |
|
Расстояние от торца шпинделя до рабочей поверхности стола, мм |
230 - 650 |
|
Перемещения |
|
|
Наибольшее программируемое перемещение по координатам (Х,Y,Z), мм |
550х400х420 |
|
Точность позиционирования по осям, мм |
±0,005 |
|
Дискретность задания перемещения, мм |
0,002 |
|
Пределы рабочих подач по координатам X, Y, Z, мм/мин |
10 000 |
|
Скорость быстрого перемещения по координатам X, Y, Z, м/мин |
48 |
|
Количество одновременно управляемых осей координат |
3 |
|
Номинальная мощность электродвигателя привода оси X/ Y/ Z, кВт |
2,3 / 3,8 / 2,3 |
|
Инструментальный магазин |
|
|
Емкость инструментального магазина, шт. |
20 |
|
Наибольший диаметр инструмента, устанавливаемого в магазине, мм |
80 |
|
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм |
200 |
|
Наибольшая масса инструмента, устанавливаемого в магазине, кг |
3 |
|
Время смены инструмента (от инструмента к инструменту), сек |
1,8 |
|
Характеристика электрооборудования |
|
|
Род тока питающей сети |
380В/3 фазы/50Гц |
|
Потребляемая мощность, кВА |
20 |
|
Габаритные размеры и масса |
|
|
Габаритные размеры станка (ДхШхВ) мм, не более |
3359х1750х2900 |
|
Масса станка, кг, не более |
4470 |
|
№ п/п |
Наименование |
|
1. |
Вертикальный сверлильно фрезерный обрабатывающий центр с ЧПУ модели SVS 420 Базовая комплектация: -станок в сборе -система ЧПУ SIEMENS SINUMERIK 828D -шпиндель прямого привода, 12000 мин-1 (4,1/6,15кВт) BT30 -масляное охлаждение шпинделя (BTC) -направляющие качения по Х,Y,Z - 35/35/30мм -шариковинтовые пары на оси X, Y, Z – 30/40/32мм -защита направляющих -транспортер для сбора стружки -система импульсной смазки -инструментальный магазин манипуляторного типа, емкость - 20 инструментов -обдув шпинделя сжатым воздухом -освещение зоны резания -система световой сигнализации режимов работы -выносной электронный маховик -ограждение зоны резания «кабинетного» типа -анкерные болты и установочные опоры -комплект стандартных принадлежностей -пистолет подачи СОЖ для смыва стружки -комплект технической документации -комплект документации системы ЧПУ |
|
2. |
Замена шпинделя на конус HSK-A63 - опция |
|
3. |
Шпиндель 12000об/мин, 7/10 кВт, HSK-A63- опция |
|
4. |
Силовой трансформатор (380В / 415В, 50 / 60Гц, 3ф.) - опция |
|
5. |
Упаковка (включена в стоимость для постоянных заказчиков) |
|
6. |
Транспортировка (включена в стоимость для постоянных заказчиков) |
|
7. |
Пусконаладочные работы и обучение (включено в стоимость для постоянных заказчиков) |
|
8. |
ИТОГО: |

Вертикальный пятиосевой обрабатывающий центр модели SV420S-5
 |
ООО «Станкомонтаж» готово предложить решение для механической обработки деталей на базе вертикального пятиосевого обрабатывающего центра модели SV420S-5. Благодаря широкому выбору исполнений (с единым столом, с устройством смены паллет, 5-осевое исполнение, исполнение для обработки графита, исполнение для обработки пластика и т.д.) высокоточные обрабатывающие центра серии SV420 совместного производства компаний LK Machinery (Тайвань) и ООО «Станкомонтаж» являются идеальным решением для комплексного оснащения производства. Станок модели SV420S-5 предназначен для высокопроизводительной обработки деталей из различных конструкционных материалов в условиях единичного, мелкосерийного и серийного производства. Выполняет операции сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования. В станкеSV420S-5 объединены уникальные конструктивные особенности компоновки, которая в сочетании с двухосевым поворотным столом прекрасно подходит для 5-координатной и 5-осевой обработки, обеспечивая при этом высокую точность и универсальность. |
Область применения: авиадвигателестроение, машиностроение, приборостроение, инструментальное производство (изготовление штампов, пресс-форм, электродов и т.д.).
Станок модели представляет собой конструкцию, собранную из литых деталей и обладает достаточной жесткостью и термостабильностью.
Станок имеет колонковую систему перемещений, аналогичную станкам производства Hermle и Chiron. Преимущества данной системы перемещений:
- Постоянная высокая точность позиционирования;
- Возможность осуществления высокоскоростной обработки;
- Возможность использования различных приспособлений и поворотных столов;
- · Все ШВП и ходовые винты размещены над зоной обработки и надежно защищены от попадания СОЖ и стружки.
Станок в базовом исполнении имеет следующие управляемые оси:
Ось Х – продольное перемещение X-салазок.
Ось Y – поперечное перемещение Y-салазок.
Ось Z – вертикальное перемещение шпиндельной бабки.
Ось В – поворот стола.
Ось С – вращение стола
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Параметры стола |
|
|
Размеры рабочей поверхности, диаметр планшайбы стола ,мм |
Æ 350 |
|
Количество Т-образных пазов |
8 |
|
Размеры Т-образных пазов, мм |
12Н7 |
|
Наибольшие габариты заготовки с учетом приспособления, мм |
Æ 400 х 300 |
|
Наибольшая масса обрабатываемой детали с учетом приспособления, кг |
220 |
|
Наибольшая частота вращения стола, (ось С) мин-1 |
22 |
|
Шпиндель |
|
|
Конус шпинделя |
HSK63A |
|
Пределы частот вращения шпинделя, мин -1 |
0-12000 |
|
Максимальный крутящий момент на шпинделе, Н м |
70 |
|
Номинальная мощность электродвигателя шпинделя, кВт |
7/10,5 |
|
Расстояние от торца шпинделя до рабочей поверхности стола, мм |
85 - 505 |
|
Перемещения |
|
|
Наибольшее программируемое перемещение по координатам, мм |
|
|
X |
550 |
|
Y |
400 |
|
Z |
420 |
|
Угол поворота стола (ось B ), град |
+40 ~ -120 |
|
Угол поворота стола (ось C ), град |
360 |
|
Точность позиционирования по осям, мм |
0,005 |
|
Дискретность задания перемещения, мм (град) |
0,001 |
|
Пределы рабочих подач по координатам X, Y, Z, мм/мин |
10 000 |
|
Скорость быстрого перемещения по координатам X, Y, Z, м/мин |
48 |
|
Количество управляемых осей координат |
5 |
|
Количество одновременно управляемых осей координат |
4 |
|
Номинальная мощность электродвигателя привода оси X, кВт |
2,3 |
|
Номинальная мощность электродвигателя привода оси Y, кВт |
3,8 |
|
Номинальная мощность электродвигателя привода оси Z, кВт |
2,3 |
|
Инструментальный магазин |
|
|
Емкость инструментального магазина, шт. |
20 |
|
Наибольший диаметр инструмента, устанавливаемого в магазине, мм |
80 |
|
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм |
200 |
|
Наибольшая масса инструмента, устанавливаемого в магазине, кг |
3 |
|
Время смены инструмента (от инструмента к инструменту), сек |
1,8 |
|
Характеристика электрооборудования |
|
|
Род тока питающей сети |
380В/3 фазы/50Гц |
|
Потребляемая мощность, кВА |
40 |
|
Габаритные размеры и масса |
|
|
Габаритные размеры станка мм, не более |
|
|
-длина |
3359 |
|
-ширина |
1750 |
|
-высота |
2900 |
|
Масса станка, кг, не более |
4870 |
|
Базовая комплектация |
Опциональная комплектация |
|
-станина -рабочий стол -защита стола -X, Y - салазки -шпиндельная бабка -инструментальный магазин манипуляторного типа, емкость - 20 инструментов -шариковинтовые пары на оси X, Y, Z -защита шариковинтовых пар на оси X, Y, Z -шпиндель прямого привода HSK63A, 12000 мин-1 -система охлаждения шпинделя -направляющие качения -глобусный поворотный стол с планшайбой Æ350 мм -синхронные электродвигатели на оси X, Y, Z, В, С -транспортер сбора стружки -система внешней подачи СОЖ -силовой трансформатор (380В / 415В, 50 / 60Гц, 3 фазы) -пневмосистема -система импульсной смазки -ограждение зоны резания «кабинетного» типа -освещение зоны резания -система световой сигнализации режимов работы -система ЧПУ SIEMENS SINUMERIK 840Dsl -электрошкаф с электрооборудованием -охладитель электрошкафа -комплект стандартных принадлежностей -комплект технической документации -комплект документации для системы ЧПУ |
|

Фрезерный станок с чпу SV500
Станок вертикальный сверлильно-фрезерно-расточный модели SV500 (аналог станка 500V) – компактный и высокоскоростной станок с ЧПУ для высокоточной обработки деталей из различных конструкционных материалов в условиях мелкосерийного и серийного производства. Идеально подходит для производства штампов и пресс-форм. Выполняет операции сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования.
Область применения: машиностроение, станкостроение, инструментальное производство (изготовление штампов, пресс-форм, электродов и т.д.) и другие отрасли народного хозяйства.
Конструктивные особенности
Станок модели SV500 представляет собой конструкцию, собранную из литых деталей и обладает достаточной жесткостью и термостабильностью. Благодаря использованию скоростных высокоточных шариковых винтовых пар и направляющих качения достигаются высокие скорости перемещения подвижных органов станка. Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Станок SV500 выполнен по классической схеме: крестовый стол и неподвижная колонна с закреплённой на ней шпиндельной бабкой - которые прекрасно подходят для 3-координатной и 3-осевой обработки, а в сочетании с опционным поворотным столом - для 4-тикоординатной и 4-хосевой обработки, обеспечивая при этом высокую точность и универсальность.
Станок в базовом варианте имеет следующие управляемые оси:
Ось X - продольное перемещение стола
Ось Y - поперечное перемещение стола
Ось Z - вертикальное перемещение шпиндельной бабки.
|
Рабочая зона |
|
|
Рабочая поверхность стола, мм х мм |
500 х 1000 |
|
Максимальная нагрузка на стол, кг |
500 |
|
Количество Т-образных пазов стола |
5 |
|
Ширина направляющего паза стола, мм |
18 |
|
Высота стола относительно уровня основания, мм |
820 |
|
Расстояние от торца шпинделя до плоскости стола, мм |
150-650 |
|
Перемещение по осям |
|
|
Продольное перемещение стола по оси Х, мм |
800 |
|
Поперечное перемещение стола по оси Y, мм |
500 |
|
Вертикальное движение шпиндельной бабки по оси Z, мм |
500 |
|
Шпиндель |
|
|
Максимальная скорость вращения шпинделя, об/мин |
8000 (10000,12000) |
|
Конус шпинделя |
ВТ40 (ISO 40) |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
9/11 (11/15) |
|
Скорость подачи |
|
|
Диапазон программируемых рабочих подач, мм/мин |
1…10 000 |
|
Быстрый ход по осям Х/Y/Z, м/мин |
30/30/20 |
|
Инструментальный магазин |
|
|
Емкость инструментального магазина, шт |
20 |
|
Макс. диаметр инструмента, устанавливаемого в магазине, мм (без пропуска гнезд / с пропуском гнезд) |
80 / 125 |
|
Макс. длина инструмента, мм |
250 |
|
Макс. масса инструмента, кг |
8 |
|
Время смены инструмента от инструмента до инструмента, с |
3 |
|
Время смены инструмента от стружки до стружки, с |
5 |
|
Точность |
|
|
Точность позиционирования, мм |
0,01 |
|
Повторяемость, мм |
±0,005 |
|
Характеристика энергоносителей |
|
|
Подводимая электрическая мощность, |
25 |
|
Давление воздуха, мПа |
0,5 |
|
Расход воздуха, л/мин |
200 |
|
Параметры станка |
|
|
Габариты станка, мм |
2230х3000х2700 |
|
Вес станка, кг |
5500 |
Примечание: характеристики, указанные в скобках, являются опциональными
Структура цены
|
№ п/п |
Наименование |
|
|
Вертикальный обрабатывающий центр с ЧПУ модели SV500 |
|
1. |
Базовая комплектация: |
|
2. |
Упаковка |
|
3. |
Транспортировка в любую точку европейской части РФ |
|
4. |
Обучение (3-х специалистов Покупателя: электронщика, наладчика, оператора) |
|
5. |
Пусконаладочные работы и сервисное обслуживание в течение гарантийного периода |
|
6 |
ИТОГО: |
ОПЦИИ
по согласованию с «Покупателем»
№ п/п |
Наименование |
|
1. |
4 – я ось, поворотный стол с планшайбой Ø200 мм, с задним центром, с двигателем, интерфейсом и программным обеспечением |
|
2. |
4 – я ось, поворотный стол с планшайбой Ø250 мм, с задним центром, с двигателем, интерфейсом и программным обеспечением |
|
3. |
Задняя бабка с планшайбой Ø200 мм для поворотного стола (опция 1) |
|
4. |
Задняя бабка с планшайбой Ø250 мм для поворотного стола (опция 2) |
|
5. |
Транспортер стружкоуборочный |
|
6. |
Система подачи СОЖ через шпиндель (20 bar) c системой тонкой очистки (20 мкм) |
|
7. |
Замена стандартного шпинделя на высокоскоростной шпиндель (до 10 000 об/мин) – только для FANUC |
|
8. |
Замена стандартного шпинделя на высокоскоростной шпиндель (до 12 000 об/мин) – только для SIEMENS |
|
7. |
Система ЧПУ SINUMERIK 828D взамен стандартной системы SINUMERIK 802D SL |
|
8. |
Увеличение мощности шпинделя (S1/S6-30 мин) до 11/13 кВт взамен стандартного исполнения 9/11 кВт |
|
9. |
24-х инструментальный магазин взамен стандартного 20-ти инструментального магазина манипуляторного типа |
|
10. |
Линейные измерительные системы ф. «Heidenhain» по всем осям станка |
|
11. |
Система контроля детали со щупом ОMP-40-2 с датчиком контроля инструмента OTS и приемником OMI-2T с беспроводной передачей сигнала фирмы «Renishaw» |
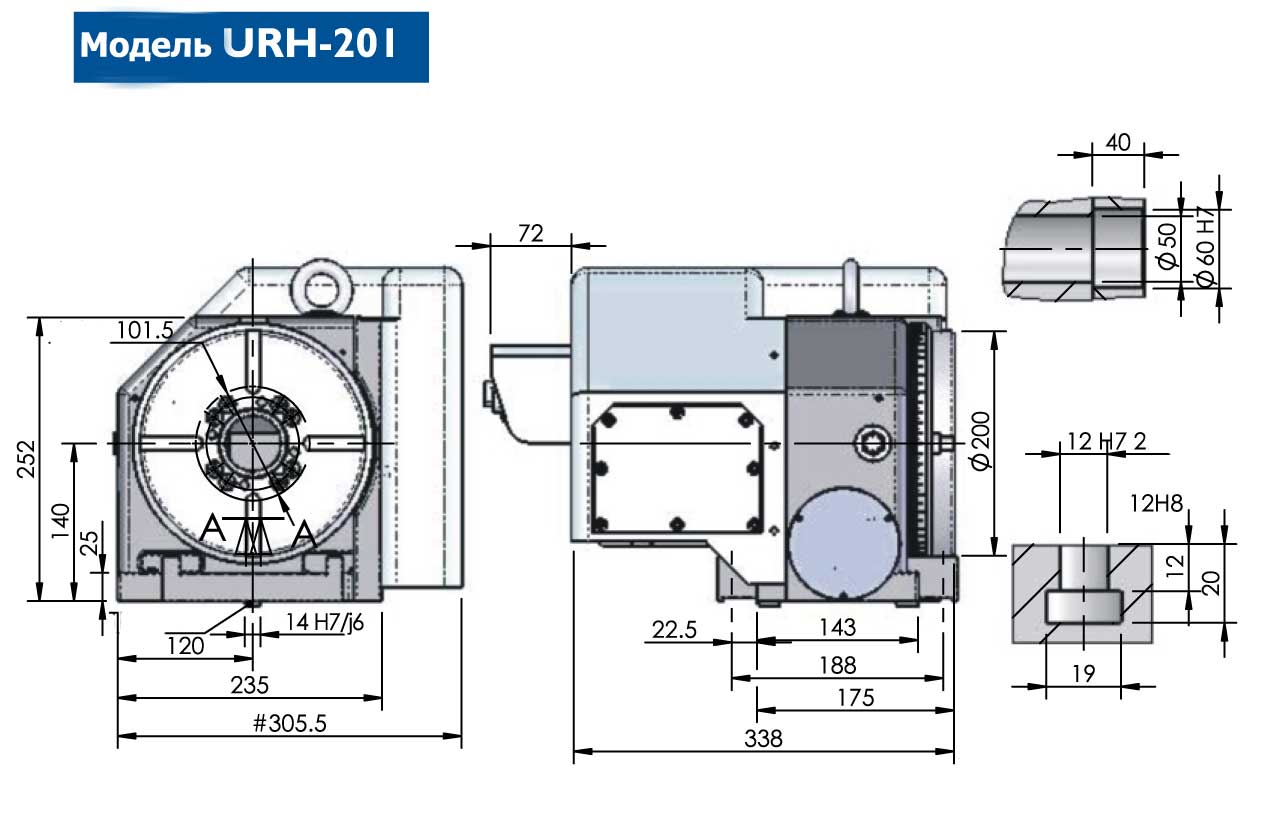
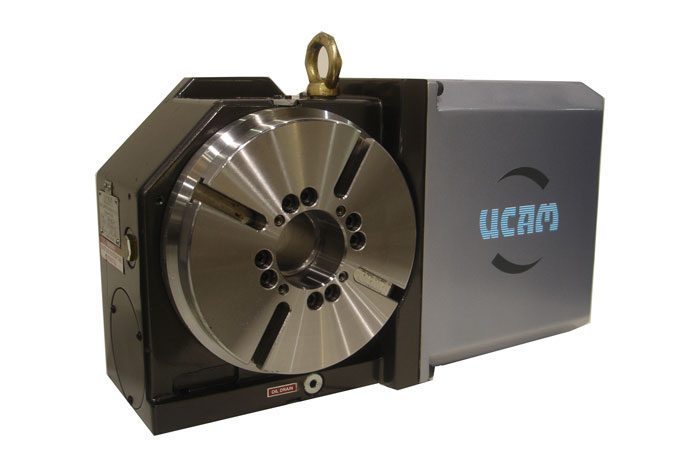

Фрезерный станок с чпу SV600
|
|
 |

 |
.jpg) |
Станок вертикальный сверлильно-фрезерно-расточный модели SV600 (аналог станков 600V и 800V) – уникальный, жесткий и высокоскоростной станок с ЧПУ для высокоточной обработки деталей из различных конструкционных материалов в условиях мелкосерийного и серийного производства. Проверенное временем оборудование для производства мелких и средних деталей, штампов и пресс-форм. Выполняет операции сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования.
Область применения: машиностроение, станкостроение, инструментальное производство (изготовление штампов, пресс-форм, электродов и т.д.) и другие отрасли народного хозяйства.
Конструктивные особенности
Станок модели SV600 представляет собой конструкцию, собранную из литых деталей и обладает достаточной жесткостью и термостабильностью. Благодаря использованию скоростных высокоточных шариковых винтовых пар и направляющих качения достигаются высокие скорости перемещения подвижных органов станка. Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Станок SV600 выполнен по классической схеме: крестовый стол и неподвижная колонна с закреплённой на ней шпиндельной бабкой - которые прекрасно подходят для 3-координатной и 3-осевой обработки, а в сочетании с опционным поворотным столом - для 4-той координаты и 4-хосевой обработкой обеспечивют высокую точность и универсальность.
Станок в базовом варианте имеет следующие управляемые оси:
Ось X - продольное перемещение стола
Ось Y - поперечное перемещение стола
Ось Z - вертикальное перемещение шпиндельной бабки.
Технические характеристики станков моделей SV600 (SV600-2)
|
Рабочая зона |
SV600 |
SV600-2 |
| Рабочая поверхность стола, мм х мм | 600 х 1300 | 650 х 1250 |
|
Максимальная нагрузка на стол, кг |
950 |
880 |
|
Количество Т-образных пазов стола |
5 |
5 |
|
Ширина направляющего паза стола, мм |
18 |
18 |
| Тип направляющих | качения | скольжения |
|
Высота стола относительно уровня основания, мм |
950 |
|
|
Расстояние от торца шпинделя до плоскости стола, мм |
80-740 (80-790) |
120-720 |
|
Перемещение по осям |
||
|
Продольное перемещение стола по оси Х, мм |
1016 |
1100 |
|
Поперечное перемещение стола по оси Y, мм |
610 |
600(650) |
|
Вертикальное движение шпиндельной бабки по оси Z, мм |
660 (710) |
600 |
|
Шпиндель |
||
|
Максимальная скорость вращения шпинделя, об/мин |
8000 (10000,12000) |
8000(6000) |
|
Конус шпинделя |
ВТ40 (ISO 40) |
ВТ40 (ISO 40) |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
12/16 (15/20) (17,5/25) |
7,5/11 |
|
Скорость подачи |
||
|
Диапазон программируемых рабочих подач, мм/мин |
1…12 000 |
1...10000 |
|
Быстрый ход по осям Х/Y/Z, м/мин |
22/22/22 |
18/18/15 |
|
Инструментальный магазин |
|
|
|
Емкость инструментального магазина, шт |
24 |
16 (24) |
|
Макс. диаметр инструмента, устанавливаемого в магазине, мм (без пропуска гнезд / с пропуском гнезд) |
80 / 125 |
100/150 |
|
Макс. длина инструмента, мм |
250 |
300 |
|
Макс. масса инструмента, кг |
8 |
7 |
|
Время смены инструмента от инструмента до инструмента, с |
3,5 |
3 |
|
Время смены инструмента от стружки до стружки, с |
5,5 |
|
|
Точность |
||
|
Точность позиционирования, мм |
0,01 |
0,01 |
|
Повторяемость, мм |
±0,005 |
±0,005 |
|
Характеристика энергоносителей |
||
|
Подводимая электрическая мощность, |
40 |
20 |
|
Давление воздуха, мПа |
0,5 |
|
|
Расход воздуха, л/мин |
200 |
|
|
Параметры станка |
||
|
Габариты станка, мм |
3000х2400х3000 |
2890х2240х2600 |
|
Вес станка, кг |
6500 |
7500 |
Примечание: характеристики, указанные в скобках, являются опциональными
Структура цены
|
№ п/п |
Наименование |
|
|
Вертикальный обрабатывающий центр с ЧПУ модели SV600 |
|
1. |
Базовая комплектация: |
|
2. |
Упаковка |
|
3. |
Транспортировка в любую точку европейской части РФ |
|
4. |
Обучение (3-х специалистов Покупателя: электронщика, наладчика, оператора) |
|
5. |
Пусконаладочные работы и сервисное обслуживание в течение гарантийного периода |
|
6 |
ИТОГО: |
ОПЦИИ
по согласованию с «Покупателем»
№ п/п |
Наименование |
|
1. |
4 – я ось, поворотный стол с планшайбой Ø200 мм, с задним центром, с двигателем, интерфейсом и программным обеспечением |
|
2. |
4 – я ось, поворотный стол с планшайбой Ø250 мм, с задним центром, с двигателем, интерфейсом и программным обеспечением |
|
3. |
Задняя бабка с планшайбой Ø200 мм для поворотного стола (опция 1) |
|
4. |
Задняя бабка с планшайбой Ø250 мм для поворотного стола (опция 2) |
|
5. |
Транспортер стружкоуборочный |
|
6. |
Система подачи СОЖ через шпиндель (20 bar) c системой тонкой очистки (20 мкм) |
|
7. |
Замена стандартного шпинделя на высокоскоростной шпиндель (до 10 000 об/мин) – только для FANUC |
|
8. |
Замена стандартного шпинделя на высокоскоростной шпиндель (до 12 000 об/мин) – только для SIEMENS |
|
9. |
Система ЧПУ SINUMERIK 828D взамен стандартной системы SINUMERIK 802D SL |
|
10. |
Увеличение мощности шпинделя (S1/S6-30 мин) до 15/20 кВт взамен стандартного исполнения 12/16 кВт |
|
11. |
Линейные измерительные системы ф. «Heidenhain» по всем осям станка |
|
12. |
Система контроля детали со щупом ОMP-40-2 с датчиком контроля инструмента OTS и приемником OMI-2T с беспроводной передачей сигнала фирмы «Renishaw» |

Фрезерный станок с чпу SV650
|
|

Станок вертикальный сверлильно-фрезерно-расточный модели SV650 – уникальный, жесткий и высокоскоростной станок с ЧПУ для высокоточной обработки деталей из различных конструкционных материалов в условиях мелкосерийного и серийного производства. Проверенное временем оборудование для производства мелких и средних деталей, штампов и пресс-форм. Выполняет операции сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования.
Область применения: машиностроение, станкостроение, инструментальное производство (изготовление штампов, пресс-форм, электродов и т.д.) и другие отрасли народного хозяйства.
Конструктивные особенности
Конструкция станка модели SV650SP была разработана в сотрудничестве с итальянскими специалистами, при проектировании ставилась цель – достичь максимальной жесткости для возможности применения станка как в силовой обработке заказчиками аэрокосмической отрасли промышленности, так и достижения максимальной производительности при обработке штампов и прессформ.
Станок модели SV650SP представляет собой конструкцию, собранную из литых деталей и обладает достаточной жесткостью и термостабильностью. Благодаря использованию скоростных высокоточных шариковых винтовых пар и направляющих качения достигаются высокие скорости перемещения подвижных органов станка. Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Станок SV650SP выполнен по классической схеме: крестовый стол и неподвижная колонна с закреплённой на ней шпиндельной бабкой - которые прекрасно подходят для 3-координатной и 3-осевой обработки, а в сочетании с опционным поворотным столом - для 4-тикоординатной и 4-хосевой обработки, обеспечивая при этом высокую точность и универсальность.
Для повышенной жесткости конструкции станок оснащен роликовыми направляющими по осям X, Y и Z.
Станок в базовом варианте имеет следующие управляемые оси:
Ось X - продольное перемещение стола
Ось Y - поперечное перемещение стола
Ось Z - вертикальное перемещение шпиндельной бабки.
Технические характеристики станка модели SV650 и SV650SP
|
Характеристики станков (базовые) |
SV650 |
SV650SP |
|
Рабочая зона |
||
|
Рабочая поверхность стола, мм х мм |
650 х 1300 |
650 х 1800 |
|
Максимальная нагрузка на стол, кг |
1000 |
1200 (1600*) |
|
Количество Т-образных пазов стола |
5 |
5 |
|
Ширина направляющего паза стола, мм |
18 |
18 |
|
Высота стола относительно уровня основания, мм |
925 |
910 |
|
Расстояние от торца шпинделя до плоскости стола, мм |
100-800 |
100-750 |
|
Перемещение по осям |
||
|
Продольное перемещение стола по оси Х, мм |
1200 |
1500 |
|
Поперечное перемещение стола по оси Y, мм |
700 |
700 |
|
Вертикальное движение шпиндельной бабки по оси Z, мм |
650(700)* |
700 |
|
Шпиндель |
||
|
Максимальная скорость вращения шпинделя, об/мин |
8000 (10000) |
3800(8000) |
|
Конус шпинделя |
BT40 (ISO40)* |
BT50 |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
15/18 (17,5/25) |
17,5/25 |
|
Скорость подачи |
||
|
Диапазон программируемых рабочих подач, мм/мин |
1…10 000 |
1…10 000 |
|
Быстрый ход по осям Х/Y/Z, м/мин |
30/30/25 |
20/20/15 |
|
Инструментальный магазин |
||
|
Емкость инструментального магазина, шт |
24 |
20 |
|
Макс. диаметр инструмента, устанавливаемого в магазине, мм (без пропуска гнезд / с пропуском гнезд) |
80 / 125 |
80 / 125 |
|
Макс. длина инструмента, мм |
250 |
250 |
|
Максимальные вес инструмента |
8 |
8 |
| Время смены инструмента |
3,5 |
3,5 |
|
от стружки до стружки, с |
5,5 |
5,5 |
|
Точность |
||
|
Точность позиционирования, мм |
0,01 |
0,01 |
|
Повторяемость, мм |
±0,005 |
±0,005 |
|
Характеристика энергоносителей |
||
|
Подводимая электрическая мощность, |
40 |
40 |
|
Давление воздуха, мПа |
0,5 |
0,5 |
|
Расход воздуха, л/мин |
200 |
200 |
|
Параметры станка |
||
|
Габариты станка, мм |
3750х3300х3100 |
4250х3300х3100 |
|
Вес станка, кг |
7500 |
9500 |
Примечание: характеристики, указанные в скобках, являются опциональными
Структура цены
|
№ п/п |
Наименование |
|
|
|
Вертикальный обрабатывающий центр с ЧПУ модели SV650 и SV650SP |
|
|
1. |
|
|
|
2. |
Упаковка |
|
|
3. |
Транспортировка в любую точку европейской части РФ |
|
|
4. |
Обучение (3-х специалистов Покупателя: электронщика, наладчика, оператора) |
|
|
5. |
Пусконаладочные работы и сервисное обслуживание в течение гарантийного периода |
|
|
6 |
ИТОГО: |
ОПЦИИ
по согласованию с «Покупателем»
№ п/п |
Наименование |
|
1. |
4 – я ось, поворотный стол с планшайбой Ø200 мм, с задним центром, с двигателем, интерфейсом и программным обеспечением |
|
2. |
4 – я ось, поворотный стол с планшайбой Ø250 мм, с задним центром, с двигателем, интерфейсом и программным обеспечением |
|
3. |
Задняя бабка с планшайбой Ø200 мм для поворотного стола (опция 1) |
|
4. |
Задняя бабка с планшайбой Ø250 мм для поворотного стола (опция 2) |
|
5. |
Транспортер стружкоуборочный |
|
6. |
Система подачи СОЖ через шпиндель (20 bar) c системой тонкой очистки (20 мкм) |
|
7. |
Замена стандартного шпинделя на высокоскоростной шпиндель (до 10 000 об/мин) – только для FANUC |
|
8. |
Замена стандартного шпинделя на высокоскоростной шпиндель (до 12 000 об/мин) – только для SIEMENS |
|
9. |
Линейные измерительные системы ф. «Heidenhain» по всем осям станка |
|
10. |
Система контроля детали со щупом ОMP-40-2 с датчиком контроля инструмента OTS и приемником OMI-2T с беспроводной передачей сигнала фирмы «Renishaw» |
| План фундамента станка SV650SP |

Фрезерный станок с SV650-01 (исп. 01 с поворотным столом)
|
|
Станок вертикальный сверлильно-фрезерно-расточный модели SV600-01 – компактный и высокоскоростной станок с ЧПУ для высокоточной обработки деталей из различных конструкционных материалов в условиях мелкосерийного и серийного производства. Идеально подходит для производства штампов и пресс-форм. Выполняет операции сверления, рас-тачивания, нарезания резьбы, прямо-линейного, контурного и объемного фрезерования. Область применения: машиностроение, станкостроение, инстру-ментальное производство (изготовление штампов, пресс-форм, электродов и т.д.) и другие отрасли народного хозяйства. |

|
Конструктивные особенности Станок модели SV650-01 представляет собой конструкцию, собранную из литых деталей и обладает достаточной жесткостью и термостабильностью. Благодаря использованию скоростных высокоточных шариковых винтовых пар и направляющих качения достигаются высокие скорости перемещения подвижных органов станка. Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке. Станок SV650-01 выполнен по классической схеме: крестовый стол и неподвижная колонна с закреплённой на ней шпиндельной бабкой - которые прекрасно подходят для 3-координатной и 3-осевой обработки, а в сочетании с опционным поворотным столом - для 4-тикоординатной и 4-хосевой обработки, обеспечивая при этом высокую точность и универсальность. серийного производства. Идеально подходит для производства штампов и пресс-форм. Выполняет операции сверления, рас-тачивания, нарезания резьбы, прямо-линейного, контурного и объемного фрезерования.Область применения: машиностроение, станкостроение, инстру-ментальное производство (изготовление штампов, пресс-форм, электродов и т.д.) и другие отрасли народного хозяйства. Станок в базовом варианте имеет следующие управляемые оси: |
 |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
станка модели SV650-01
|
Рабочая зона |
|
|
Рабочая поверхность стола, мм х мм |
750 х 1300 |
|
Максимальная нагрузка на стол, кг |
1000 |
|
Количество Т-образных пазов стола |
5 |
|
Ширина направляющего паза стола, мм |
18 |
|
Расстояние от торца шпинделя до плоскости стола, мм |
150-850 |
|
Перемещение по осям |
|
|
Продольное перемещение стола по оси Х, мм |
1300 |
|
Поперечное перемещение стола по оси Y, мм |
750 |
|
Вертикальное движение шпиндельной бабки по оси Z, мм |
700 |
|
Шпиндель |
|
|
Максимальная скорость вращения шпинделя, об/мин |
8000 (12 000) |
|
Конус шпинделя |
ВТ40 |
|
Мощность шпинделя (S1/S6-30 мин), кВт |
7,5/11 (15/18,5) |
|
Скорость подачи |
|
|
Диапазон программируемых рабочих подач, мм/мин |
1…15 000 |
|
Быстрый ход по осям Х/Y/Z, м/мин |
30/30/24 |
|
Инструментальный магазин |
|
|
Емкость инструментального магазина, шт |
16 (30) |
|
Макс. диаметр инструмента, устанавливаемого в магазине, мм (без пропуска гнезд / с пропуском гнезд) |
100 / 180 (76/150) |
|
Макс. длина инструмента, мм |
250 |
|
Макс. масса инструмента, кг |
7 (7) |
|
Время смены инструмента от инструмента до инструмента, с |
5 (3) |
|
Время смены инструмента от стружки до стружки, с |
7 (5) |
|
Точность |
|
|
Точность позиционирования, мм |
0,01 |
|
Повторяемость, мм |
±0,005 |
|
Характеристика энергоносителей |
|
|
Подводимая электрическая мощность, |
30 |
|
Давление воздуха, мПа |
0,5 |
|
Расход воздуха, л/мин |
200 |
|
Параметры станка |
|
|
Габариты станка, мм |
4300х3500х3000 |
|
Вес станка, кг |
9000 |
Примечание: характеристики, указанные в скобках, являются опциональными

ВЕРТИКАЛЬНЫЙ ПЯТИОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР модели SV600X5-03
 |
Станок модели SV600X5-03 предназначен для высокопроизводительной обработки деталей из различных конструкционных материалов в условиях единичного, мелкосерийного и серийного производства. Выполняет операции сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования. В станке SV600X5-03 объединены уникальные конструктивные особенности классической компоновки, которая в сочетании с двухосевым поворотным столом прекрасно подходит для 5-координатной и 5-осевой обработки, обеспечивая при этом высокую точность и универсальность. |
|
Станок в базовом исполнении имеет следующие управляемые оси: Ось Х – продольное перемещение X-салазок. |
|
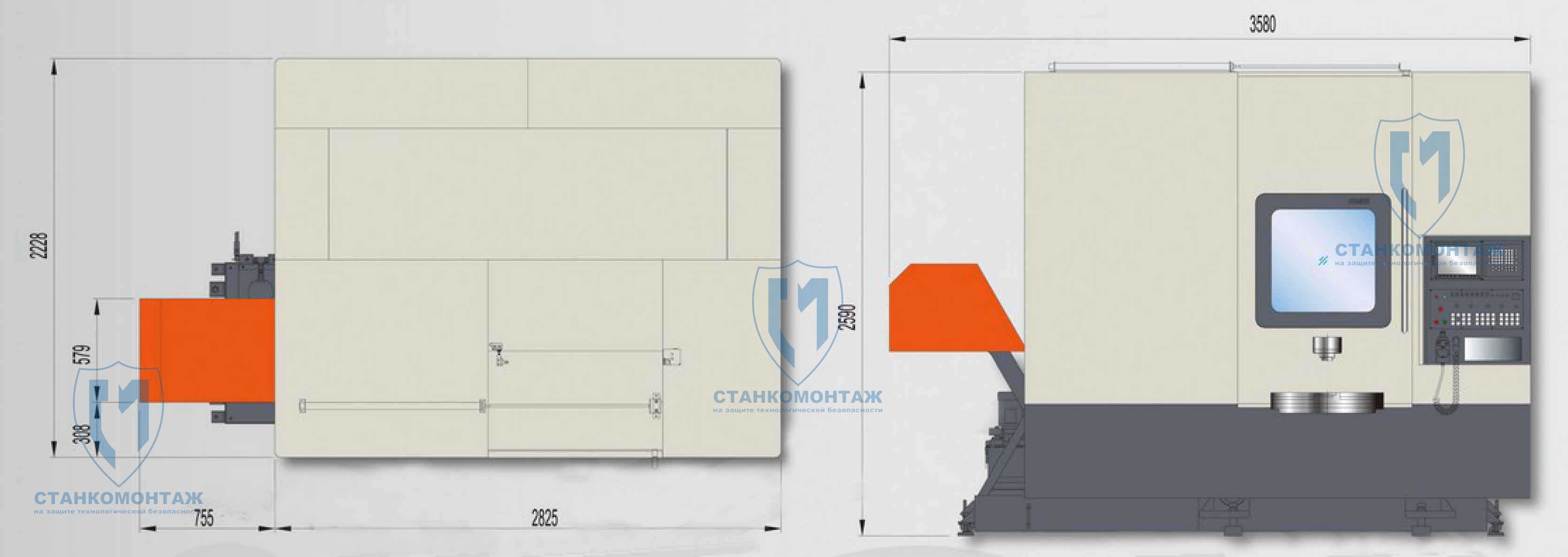
 |
 |
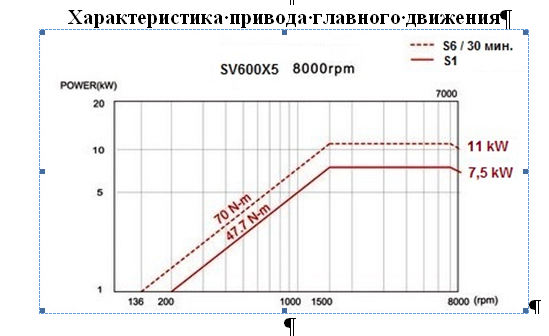 |
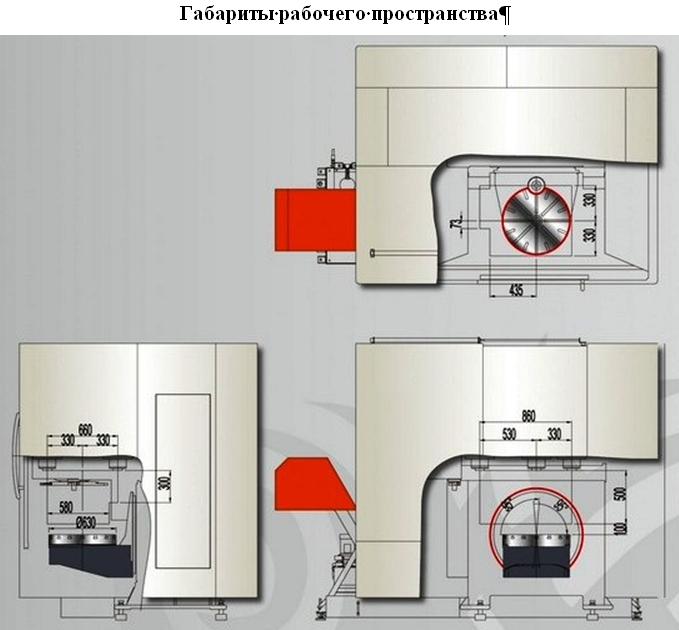
ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
|
Параметры стола |
|
|
Размеры рабочей поверхности, диаметр планшайбы стола ,мм |
Æ 630 |
|
Количество Т-образных пазов |
8 |
|
Размеры Т-образных пазов, мм |
22 |
|
Наибольшая масса обрабатываемой детали (с учетом приспособления), кг |
500 |
|
Наибольшая частота вращения стола, (ось С) мин-1 |
22 |
|
Шпиндель |
|
|
Конус шпинделя по DIN 69871 |
ISO40 |
|
Хвостовик инструмента |
ISO40 |
|
Штревель |
7388, 2-B |
|
Пределы частот вращения шпинделя, мин -1 |
0-8000 |
|
Номинальный крутящий момент на шпинделе, Н м |
48 |
|
Номинальная мощность шпинделя, кВт |
7,5 / 11 |
|
Расстояние от торца шпинделя до рабочей поверхности стола, мм |
100 - 600 |
|
Перемещения |
|
|
Наибольшее программируемое перемещение по координатам, мм |
|
|
X |
860 |
|
Y |
660 |
|
Z |
500 |
|
Угол поворота стола (ось B ), град |
-95 ~ +185 |
|
Угол поворота стола (ось C ), град |
360 |
|
Точность позиционирования по осям, мм |
±0,005 |
|
Дискретность задания перемещения, мм (град) |
0,001 |
|
Пределы рабочих подач по координатам X, Y, Z, мм/мин |
10 000 |
|
Скорость быстрого перемещения по координатам X, Y, Z, м/мин |
48 |
|
Количество управляемых осей координат |
5 |
|
Количество одновременно управляемых осей координат |
4 |
|
Диаметр ходового винта, мм (ось X, Y, Z) |
36 |
|
Шаг винта, мм (ось X, Y, Z) |
16 |
|
Инструментальный магазин |
|
|
Емкость инструментального магазина, шт. |
24 (40) |
|
Наибольший диаметр инструмента, устанавливаемого в магазине, мм |
65 |
|
Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм |
300 |
|
Наибольшая масса инструмента, устанавливаемого в магазине, кг |
8 |
|
Характеристика электрооборудования |
|
|
Род тока питающей сети |
380В/3 фазы/50Гц |
|
Потребляемая мощность, кВА |
40 |
|
Габаритные размеры и масса |
|
|
Габаритные размеры станка мм, не более |
|
|
-длина |
2825 |
|
-ширина |
2350 |
|
-высота |
2650 |
|
Масса станка, кг, не более |
6500 |

Комплектация станка модели SV600X5-03
|
Базовая комплектация |
Дополнительные опции |
|
-станина |
|

Фрезерный станок с чпу SV900

Станок вертикальный сверлильно-фрезерный модели SV900 – уникальный, жесткий станок с ЧПУ для высокоточной обработки деталей из различных конструкционных материалов в условиях мелкосерийного и серийного производства. Проверенное временем оборудование для производства средних и крупногабаритных деталей, штампов и пресс-форм. Выполняет операции сверления, растачивания, нарезания резьбы, прямолинейного, контурного и объемного фрезерования.
Область применения: машиностроение, станкостроение, инструментальное производство (изготовление штампов, пресс-форм, электродов и т.д.) и другие отрасли народного хозяйства.
Конструктивные особенности
Станок модели SV900 представляет собой конструкцию, собранную из литых деталей и обладает достаточной жесткостью и термостабильностью. Благодаря использованию скоростных высокоточных шариковых винтовых пар и линейных направляющих качения достигаются высокие скорости перемещения подвижных органов станка. Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Станок SV900 выполнен по классической схеме: крестовый стол и неподвижная колонна с закреплённой на ней шпиндельной бабкой, которые прекрасно подходят для 3-координатной и 3-осевой обработки, а в сочетании с опционным поворотным столом - для 4-хкоординатной и 4-хосевой обработки, обеспечивая при этом высокую точность и универсальность.
Станок в базовом варианте имеет следующие управляемые оси:
Ось X - продольное перемещение стола
Ось Y - поперечное перемещение стола
Ось Z - вертикальное перемещение шпиндельной бабки.
Технические характеристики станка модели SV900
|
Рабочая зона |
|
|
Рабочая поверхность стола, мм х мм |
1850х900 |
|
Максимальная нагрузка на стол, кг |
2500 |
|
Количество Т-образных пазов стола |
6 |
|
Ширина направляющего паза стола, мм |
18 |
|
Расстояние от торца шпинделя до плоскости стола, мм |
150-900 |
|
Расстояние от оси шпинделя до колонны, мм |
950 |
|
Перемещение по осям |
|
|
Продольное перемещение стола по оси Х, мм |
1800 |
|
Поперечное перемещение стола по оси Y, мм |
900 |
|
Вертикальное движение шпиндельной бабки по оси Z, мм |
750 (900, 1000) |
|
Шпиндель |
|
|
Максимальная частота вращения шпинделя, об/мин |
6000 |
|
Конус шпинделя |
ВТ50 |
|
Мощность шпинделя, кВт |
11/15 |
|
Скорость подачи |
|
|
Диапазон программируемых рабочих подач, мм/мин |
1…7 000 |
|
Быстрый ход по осям Х/Y/Z, м/мин |
24/24/15 |
|
Инструментальный магазин |
|
|
Емкость инструментального магазина, шт |
24 |
|
Макс. диаметр инструмента, устанавливаемого в магазине, мм (без пропуска гнезд / с пропуском гнезд) |
110/220 |
|
Макс. длина инструмента, мм |
240 |
|
Макс. масса инструмента, кг |
15 |
|
Время смены инструмента от инструмента до инструмента, с |
6,5 |
|
Время смены инструмента от стружки до стружки, с |
10,5 |
|
Точность |
|
|
Точность позиционирования по осям X, Y, Z, мм |
0,01 |
|
Повторяемость позиционирования по осям X, Y, Z, мм |
±0,005 |
|
Характеристика энергоносителей |
|
|
Подводимая электрическая мощность, |
40 |
|
Давление воздуха, мПа |
0,5 |
|
Расход воздуха, л/мин |
200 |
|
Параметры станка |
|
|
Габариты станка, мм |
5790х3970х3480 |
|
Вес станка, кг |
17 500 |
Примечание: характеристики, указанные в скобках, являются опциональными
ОПЦИИ
по согласованию с «Покупателем»
|
№ п/п |
Наименование |
|
1. |
Маслоотделитель ленточного типа |
|
2. |
Увеличение мощности шпинделя (S1/S6-30 мин) до 18,5/22 кВт взамен стандартного исполнения 11/15 кВт |
|
3. |
Стружкоуборочный транспортер ленточного типа с корзиной для сбора стружки |
|
4. |
Поворотный стол с горизонтальной осью (4 ось) с планшайбой 250 мм |
|
5. |
Поворотный стол с горизонтальной осью (4 ось) с планшайбой 400 мм |
|
6. |
Переключаемый редуктор двухступенчатый (1:4) 2К-250 фирмы ZF |

Вертикально-сверлильный станок ГС2112

Технические характеристики
|
Наибольший условный диаметр сверления в стали, мм |
12 |
|
Диапазон нарезаемой резьбы |
- |
|
Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм, не менее |
190 |
|
Расстояние от нижнего торца шпинделя до рабочей поверхности плиты, мм |
450 |
|
Наибольший ход сверлильной головки, мм |
250 |
|
Наибольший ход шпинделя, мм |
100 |
|
Размер конуса шпинделя, мм |
В18 |
|
Размер рабочей поверхности плиты, мм |
250 |
|
Количество скоростей шпинделя |
6 |
|
Пределы чисел оборотов шпинделя, об/мин. |
450; 800; 1400; 2500; 4500 |
|
Мощность привода, кВт |
0,55 |
|
Напряженность питающей сети, В |
380 |
|
Габаритные размеры станка, мм не более |
780 |
|
Масса станка (нетто/брутто), кг, не более |
100/150 |
|
Габаритные размеры тумбы (LxBхH), мм не более |
505х405х720 |
|
Масса тумбы, кг, не более |
38 |
Настольно-сверлильные станки предназначены для обработки отверстий в мелких деталях. Простота конструкции обеспечивает легкость управления, надежность и долговечность станков. Отсчет глубины обработки производится по круглому лимбу штурвала. Станки позволяют выполнять следующие операции:
- сверления;
- зенкерования;
- развертывания.

Вертикально-сверлильный станок ГС2116К
Настольно сверлильный станок ГС2116К позволяет выполнять следующие операции: сверление, рассверливание, зенкерование, развертывание, резьбонарезание.
 |
Станки ГС2116К с успехом могут применяться для работы в домашних мастерских, школах, профучилищах а также на малых предприятиях с небольшими и серийными объемами металлообрабатывающего производства. ПРОСТОТА КОНСТРУКЦИИ СТАНКА придает легкость управления, а такжеНАДЕЖНОСТЬ И ДОЛГОВЕЧНОСТЬ настольных сверлильных станков. Верхний предел частоты вращения шпинделя станка ГС2116К обеспечивает обработку отверстий небольшого диаметра. Станок ГС2116К ОСНАЩЕН КОРОБКОЙ СКОРОСТЕЙ переключаемой рукояткой переключения, с помощью которой можно получить 6 частот вращения шпинделя. Конструкция станка предусматривает РЕВЕРСИВНОЕ ВРАЩЕНИЕ (реверс) ШПИНДЕЛЯ. Включение-отключение вращения шпинделя и его реверсирование обеспечивается рукояткой реверса шпинделя. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА НАСТОЛЬНО СВЕРЛИЛЬНОГО ГС2116К
| Характеристика | ГС2116К |
|---|---|
| Максимальный диаметр сверления, мм. | 18 |
| Диапазон нарезаемой резьбы | М4 - М16 |
| Конус шпинделя | Морзе 2 внутр. (ГОСТ 25557-82); В18 наружн.* |
| Наибольшее перемещение шпинделя, мм. | 100 |
| Количество частот вращения (скоростей) шпинделя | 6 |
| Диапазон частот вращения шпинделя, об./мин. | 200; 300; 530; 800; 1200; 2100 |
| Диапазон подач шпинделя, мм./об. | ручная |
| Наибольшее перемещение шпиндельной головки, мм. | 200 |
| Расстояние от оси шпинделя до колонны, мм. | 190 |
| Наибольшее расстояние от торца шпинделя до плиты, мм. | 100 - 400 |
| Размер рабочей поверхности плиты, мм. | 250 х 250 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образного паза | 14Н14 |
| Расстояние между осями Т-образных пазов, мм. | 50 |
| Класс точности | Н |
| Мощность привода главного движения, кВт | 0,75 |
| Наибольший крутящий момент на шпинделе, Нм | 30 |
| Номинальное напряжение питания, В | 380 |
| Габаритные размеры, мм. | 460 х 640 х 1260 |
| Масса, кг. | 140 |
| * - специальное исполнение (заказ) |
КОМПЛЕКТ ПОСТАВКИ ГС2116К:
- Станок в сборе;- Втулка переходная 6100-0141 ГОСТ 13598;
- Клин 7851-0012 ГОСТ 3025;
- Ключ электрошкафа;
- Лампа;
- Руководство по эксплуатации.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА: поставляется за отдельную плату)
- Патрон сверлильный 6150-4029-04;
- Патрон сверлильный ПС16В18. Для присоединения к станку необходима переходная оправка 6039-0012;
- Тиски станочные чугунные неповоротные 7200-0209-02;
- Тиски станочные чугунные поворотные 7200-0210-02;
- Патрон резьбонарезной 6162-4003 (М3...М12);
- Комплект предохранительных головок (для патрона резьбонарезного 6162-4003):
- головка 6251-4002М-01 (М4);
- головка 6251-4002М-02 (М5);
- головка 6251-4002М-03 (М6-М8);
- головка 6251-4002М-04 (М8-М10);
- головка 6251-4002М-05 (М10);
- головка 6251-4002М-06 (М12).
Область применения: мелкосерийное и серийное производство.

Вертикально-сверлильные станки модели ВС-25 и ВС-30
Универсальные вертикально-сверлильные станки модели ВС-25 и ВС-30 (аналог станка 2С125) предназначены для следующих видов работ: сверления, рассверливания, зенкерования, зенкования, развертывания, растачивания, нарезания резьбы в различных видах металлических и неметаллических деталей быстрорежущим и твердосплавном инструментом.
| ВС-25 | ВС-30 |
 |
 |
|
Модель станка |
ВС25 |
ВС30 |
|
Наименование параметра |
Значение |
|
|
Максимальный диаметр сверления, мм |
25 |
30 |
|
Максимальный диаметр нарезания резьбы, мм |
--- |
М20 |
|
Рабочая зона |
||
|
Диаметр колонны, мм |
100 |
120 |
|
Расстояние от оси шпинделя до образующей, мм |
225 |
320 |
|
Макс. расстояние от шпинделя до основания, мм |
1670 |
1100 |
|
Ход пиноли, мм |
150 |
135 |
|
Размер рабочей поверхности стола, мм |
Ф 440 |
500х440 |
|
Высота станка, мм |
1900 |
2050 |
|
Подъем стола, мм |
560 |
490 |
|
Размер основания, мм |
690х500 |
400х390 |
|
Макс. расстояние от шпинделя до стола, мм |
630 |
550 |
|
Главный шпиндель |
||
|
Конус шпинделя |
МТ3 |
МТ3 |
|
Количество поддиапазонов частот вращения шпинделя |
8 |
12 |
|
Диапазон частот вращения шпинделя, об/мин |
100-2900 |
62-2600 |
|
Подачи шпинделя, мм/об |
|
0,1; 0,2; 0,3 |
|
Главный двигатель, кВт |
1,1/0,75 |
1,1/1, 5 |
|
Двигатель СОЖ, Вт |
40 |
40 |
|
Прочие характеристики |
||
|
Размер упаковки, мм |
1760х600х830 |
1080х620х2150 |
|
Вес нетто/брутто, кг |
250/300 |
400/500 |

Вертикально-сверлильный станки двухшпиндельный модели ВС-25/2
 |
Особенности конструкции:
|




ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Модель станка |
ВС-25/2 |
|
Диаметр сверления: - в чугуне, мм - в стали, мм |
32 25 |
|
Наибольший параметр нарезаемой резьбы |
М20 |
|
Перемещение шпинделя, мм |
120 |
|
Расстояние между осями вращения шпинделей, мм |
400 |
|
Расстояние от торца шпинделя до колонны, мм |
275 |
|
Расстояние от торца шпинделя до стола, мм |
665 |
|
Тип шпинделя |
МТ4 |
|
Диапазон частоты вращения шпинделя, об/мин |
(6) 75-1200 |
|
Размер рабочей поверхности, мм |
1000х240 |
|
Перемещение стола, мм |
400х200 |
|
Высота станка, мм |
1970 |
|
Главный двигатель, Вт |
2,2 |
|
Подвод электропитания |
3фазы, 380В, 50Гц |
|
Вес нетто / брутто |
600/650 |

Вертикально-сверлильные станки модели ВС-35 и ВС-40-01
Универсальные вертикально-сверлильные станки модели ВС-35 и ВС-40-01 предназначены для следующих видов работ: сверления, рассверливания, зенкерования, зенкования, развертывания, растачивания, нарезания резьбы в различных видах металлических и неметаллических деталей быстрорежущим и твердосплавном инструментом.
| ВС-35 | ВС-40-01 |
 |
 |
Технические характеристики станков
|
Модель станка |
ВС35 |
ВС40-01 |
|
Наименование параметра |
Значение |
|
|
Диаметр сверления в стали, мм |
35 |
40 |
|
Макс. глyбинa cвepлeния, мм |
160 |
180 |
|
Максимальный диаметр нарезания резьбы, мм |
М24 |
М27 |
|
Рабочая зона |
||
|
Габариты стола, мм |
500x440 |
550х470 |
|
Габариты базовой плиты станка, мм |
400х390 |
450х440 |
|
Конус шпинделя |
МТ4 |
МТ4 |
|
Подъем стола, мм |
550 |
550 |
|
Макс. расстояние от шпинделя до стола, мм |
590 |
590 |
|
Макс. расстояние от шпинделя до основания, мм |
1180 |
1180 |
|
Расстояние от оси шпинделя до образующей, мм |
330 |
360 |
|
Диаметр колонны, мм |
140 |
160 |
|
Высота станка, мм |
2300 |
2330 |
|
Главный шпиндель |
||
|
Мощность двигателя гл. привода, кВт |
1,5/2,2 |
2,2/2,8 |
|
Диапазон частот вращения шпинделя, об/мин |
75-2500 |
42-2050 |
|
Количество поддиапазонов частот вращения шпинделя |
12 |
12 |
|
Подачи шпинделя, мм/об |
0,1; 0,2; 0,3 |
0,07; 0,15; 0,26; 0,40 |
|
Двигатель СОЖ, Вт |
40 |
40 |
|
Прочие характеристики |
||
|
Вес нетто/брутто, кг |
600/670 |
680/750 |
|
Размер упаковки, мм |
1080х620х2300 |
1080х620х2450 |

Вертикально-сверлильный станок модели ВС-50
Универсальные вертикально-сверлильные станки моделей ВС-50 (аналог станков 2С50 и 2С132) и ВС-50-01 (на круглой колонне, аналог 2С132Л) предназначен для следующих видов работ: сверления, рассверливания, зенкерования, зенкования, развертывания, растачивания, нарезания резьбы в различных видах металлических и неметаллических деталей быстрорежущим и твердосплавном инструментом.
| ВС-50 | ВС-50-01 |
 |
 |
Чугунная структура, собранная из отлитых деталей (основание, колонна, сверлильная головка) гарантирует высокую жесткость станка
- Сверлильная головка перемещается по направляющим типа „ласточкин хвост“ что обеспечивает оптимальную жёсткость на скручивание
- Широкий диапазон частот вращения шпинделя: 12 частот (рукоятка механизма переключения частот вращения расположена слева на сверлильной головке)
- Широкий диапазон механических подач: 9 подач (рукоятка механизма переключения подач расположена справа на сверлильной головке)
- Устройство для автоматического нарезания резьбы с автоматическим переключением направления вращения при достижении заданной глубины
- Электрооборудование расположено в полости колонны, что обеспечивает компактность станка и легкий доступ для обслуживания электрооборудования
- Высокий крутящий момент
- Большая масса станка
Технические характеристики станка
|
Модель станка |
ВС50 |
ВС-50-01 |
|
Диаметр сверления в стали, мм |
50 |
50 |
| Максимальное усилие подачи, Н | 16000 | |
|
Рабочая зона |
|
|
|
Габариты коробчатого стола, мм |
560x480 |
550x470 |
|
Расстояние от торца шпинделя до рабочей поверхности стола, мм |
750 |
570 |
|
Расстояние от оси шпинделя до колонны, мм |
335 |
360 |
|
Т-образные пазы, ширина, мм |
22 |
22 |
|
Т-образные пазы, число, шт. |
3 |
3 |
|
Ход пиноли, мм |
250 |
240 |
|
Ход сверлильной головки, мм (установочный) |
200 |
180 |
|
Подъем стола, мм |
300 |
550 |
|
Главный шпиндель |
|
|
|
Мощность двигателя гл. привода, кВт |
3 (4*) |
2,2/2,8 |
|
Частота вращения шпинделя, об/мин |
31,5 -1400 |
42-2050 |
|
Количество поддиапазонов частот вращения шпинделя |
12 |
12 |
|
Максимальный крутящий момент на шпинделе, Нм |
350 |
|
|
Конус шпинделя |
МК4 (MК 5*) |
МК4 |
|
Мощность двигателя насоса СОЖ, кВт |
0,09 |
0,04 |
|
Производительность насоса СОЖ |
25 л/мин |
|
|
Прочие характеристики |
|
|
|
Габариты, мм |
1090x905x2530 |
1080x620x2450 |
|
Вес нетто/брутто, кг |
1250/1890 |
680/750 |
| План фундамента станка ВС-50 |

Вертикально-сверлильные станки модели ВС-63 и ВС-80
Универсальные вертикально-сверлильные станки модели ВС-63 и ВС-80 предназначены для следующих видов работ: сверления, рассверливания, зенкерования, зенкования, развертывания, растачивания, нарезания резьбы в различных видах металлических и неметаллических деталей быстрорежущим и твердосплавном инструментом.

Универсальные вертикальные сверлильные станки предназначены для выполнения широкого спектра операций в деталях, изготовленных из различных материалов. На станках выполняются операции: сверление, рассверливание, развертывание, зенкования, нарезания резьбы машинными метчиками. Чугунная структура, собранная из отлитых деталей (основание, колонна, сверлильная головка) гарантирует высокую жесткость станка Сверлильная головка перемещается по направляющим типа «ласточкин хвост» что обеспечивает оптимальную жёсткость на скручивание Широкий диапазон частот вращения шпинделя: 9 частот (рукоятка механизма переключения частот вращения расположена слева на сверлильной головке) Широкий диапазон механических подач: 6 подач (рукоятка механизма переключения подач расположена справа на сверлильной головке) Устройство для автоматического нарезания резьбы с автоматическим переключением направления вращения при достижении заданной глубины Электрооборудование расположено в полости колонны, что обеспечивает компактность станка и легкий доступ для обслуживания электрооборудования Высокий крутящий момент. Большая масса станка.
Технические характеристики станков
|
Модель станка |
ВС63 |
ВС80 |
|
Диаметр сверления в стали, мм |
63 |
80 |
|
Макс. глyбинa cвepлeния, мм |
250 |
250 |
|
Ход сверлильной головки (установочный) |
250 |
250 |
|
Рабочая зона |
||
|
Габариты коробчатого стола, мм |
650x550 |
650x550 |
|
Расстояние от торца шпинделя до рабочей поверхности стола, мм |
800 |
800 |
|
Расстояние от оси шпинделя до колонны, мм |
375 |
375 |
|
Т-образные пазы, ширина, мм |
22 |
22 |
|
Т-образные пазы, число, шт. |
3 |
3 |
|
Ход пиноли, мм |
250 |
250 |
|
Ход сверлильной головки (установочный), мм |
250 |
250 |
|
Подъем стола, мм |
300 |
300 |
|
Главный шпиндель |
||
|
Мощность двигателя гл. привода, кВт |
5,5 |
5,5 |
|
Частота вращения шпинделя, об/мин |
40 - 570 |
40 - 570 |
|
Количество поддиапазонов частот вращения шпинделя |
9 |
9 |
|
Конус шпинделя |
MK 5 |
MK 6 |
|
Максимальный крутящий момент на шпинделе, Нм |
800 |
800 |
|
Мощность двигателя насоса СОЖ, кВт |
0,09 |
0,09 |
|
Производительность насоса СОЖ, л/мин |
25 |
25 |
|
Подача |
||
|
Диапазон подач, мм/об |
0,1-0,78 |
0,1-0,78 |
|
Количество подач |
6 |
6 |
|
Максимальное усилие подачи, Н |
30000 |
30000 |
|
Прочие характеристики |
||
|
Габариты, мм |
965x1452x2787 мм |
965x1452x2787 |
|
Вес нетто/брутто, кг |
2500/3350 |
2500/3350 |

Радиально-сверлильные станки ГС545, 2К522
Станки предназначены для обработки отверстий в мелких, средних и крупных деталях.
На станках можно выполнять: сверление, зенкерование, развертывание, нарезание резьбы в различных плоскостях и под разными углами.
Оригинальная конструкция станка 2К522 обеспечивает широкие возможности и позволяет:
- поворачивать сверлильную головку и рукав вокруг своих осей на 360°;
- производить обработку отверстий в любой пространственной ориентации;
- вести обработку отверстий, расположенных ниже уровня «пола»;
- производить обработку отверстий в ограниченном пространстве.
Конструкция станка ГС545 обеспечивает широкие возможности и позволяет:
- поворачивать сверлильную головку и, при необходимости, рукав вокруг своих осей;
- вести обработку отверстий, расположенных ниже уровня «пола».
Технические характеристики
|
Модель |
2К522 |
ГС545 |
|---|---|---|
|
Наибольший условный диаметр сверления, мм в стали 45 |
32 |
45 |
|
Наибольший диаметр нарезания резьбы в стали 45 |
М16 |
М24 |
|
Точность отверстий после развертывания |
Н9 |
|
|
Точность нарезаемой резьбы |
7Н по ГОСТ 16093 |
|
|
Вылет шпинделя, расстояние от оси шпинделя до образующей колонны (max/min), мм |
800/300 960/-220 |
1100/320 1250/-60 |
|
Радиус сверления (расстояние от оси шпинделя до оси колонны, (max/min), мм |
900/430 |
1130/430 |
|
Суммарный угол поворота рукава вокруг колонны (вертикальная ось) |
360є |
360є * |
|
Наибольшее вертикальное перемещение рукава по колонне, мм, |
930 |
1060 |
|
Зажим на колонне |
ручной |
|
|
Суммарный угол поворота сверлильной головки вокруг горизонтальной оси |
360є |
±45є |
|
Наибольший ход головки по рукаву, мм, не менее |
500 |
780 |
|
Размер конуса шпинделя |
Морзе 4 АТ6 ГОСТ 25557 |
|
|
Число ступеней частот вращения шпинделя |
12 |
12 |
|
Пределы частот вращения шпинделя, об/мин |
45-2000 |
|
|
Число подач |
4 |
|
|
Пределы рабочих подач, мм/об |
0,056; 0,1; 0,18; 0,32 |
|
|
Мощность привода главного движения, кВт |
1,5 |
3 |
|
Наибольшая суммарная мощность электродвигателя, кВт |
2,43 |
4,28 |
|
Род тока питающей сети |
Трехфазный переменный |
|
|
Габаритные размеры станка (LхBхH), мм, не более |
1480х940х1990 |
1800х925х2260 |
|
Масса станка (нетто/брутто), кг, не более |
950/1160 |
1480/1700 |
Примечание: 1* По заказу
| План фундамента станка 2К522 |

Радиально-сверлильные моделей РС-40, РС-50 (аналог SRB50)
Станки радиально-сверлильные моделей РС-40, РС-50 (аналог станка SRB50) предназначены для обработки отверстий в средних и крупных деталях. На станках можно выполнять следующие виды работ: сверление, растачивание, зенкерование, зенкование, подрезка торца и нарезание резьбы в различных видах металлических и неметаллических деталей малых и средних размеров. Станки применяются в индивидуальном, мелкосерийном и серийном производстве.
Конструктивные особенности станков.
Станки имеют следующие конструктивные особенности, определяющие их преимущества по производительности, качеству и экономичности:
- отшлифованные зубчатые венцы пиноли обеспечивают легкий ход с минимальным износом;
- сверлильная головка перемещается по закаленным и отшлифованным направляющим;
- привод подачи станка всего оснащен системой аварийной остановки при перегрузках;
- регулируемый упор глубины сверления со шкалой и нониусом;
- система подачи СОЖ с интегрированной в основание емкостью;
- диаметр сверления до 40-50 мм, большой вылет и компактные размеры;
- гидравлический регулятор числа оборотов шпинделя и скорости подачи, обеспечивает простое управление и безопасную эксплуатацию;
- вращение сверлильного шпинделя производится через многодисковое зацепление, что делает легким переключение направления вращения и производит щадящее воздействие на заготовку;
- независимый ручной зажим сверлильной головки и консоли;
- удобное расположение элементов управления облегчает работу оператора и позволяет освоить работу на станке за короткое время;
- при вертикальном перемещении консоли колонна и головка остаются неподвижными;
- радиальная подача и точное позиционирование происходит через центральный маховик;
- оператор может включить поворот консоли, при этом обе оси фиксируются одновременно в выбранном положении рычагом зажима сверлильной головки.
Технические характеристики станков
|
Модель станка |
РС-40 |
РС-50 |
РС-50-01 |
|
Наименование параметра |
Значение |
||
|
Диаметр сверления в стали, мм |
40 |
50 |
50 |
|
Макс. глyбинa cвepлeния, мм |
250 |
315 |
315 |
|
Рабочая зона |
|||
|
Габариты базовой плиты станка, мм |
1500x740x160 |
2400x1000x200 |
2050x1000x200 |
|
Габариты коробчатого стола, мм |
400x450x400 |
630x500x500 |
630x500x500 |
|
Ход сверлильной головки по рукаву, мм |
800 |
1250 |
900 |
|
Высота подъема консоли, мм |
800 |
900 |
870 |
|
Расстояние от торца шпинделя до поверхности стола, мм |
264 - 1064 |
320-1220 |
350 - 1220 |
|
Расстояние от оси шпинделя до колонны, мм |
200-1000 |
350-1600 |
350-1250 |
|
Диаметр колонны, мм |
240 |
350 |
350 |
|
Главный шпиндель |
|||
|
Мощность двигателя гл. привода, кВт |
3,0 |
4,0 кВт |
4,0 кВт |
|
Диапазон частот вращения шпинделя, об/мин |
71 - 1800 |
25 - 2000 |
25 - 2000 |
|
Количество поддиапазонов частот вращения шпинделя |
8 |
16 |
16 |
|
Конус шпинделя |
MT 4 |
MT 5 |
MT 5 |
|
Подача |
|||
|
Диапазон подач, мм/об |
0,13 - 0,54 |
0,04 - 3,2 |
0,04 - 3,2 |
|
Количество подач |
4 |
16 |
16 |
|
Прочие характеристики |
|||
|
Габариты, мм |
1730x750x2360 |
2500x1060x2650 |
2150x1060x2650 |
|
Вес, кг |
1700 |
3500 |
3100 |
| План фундамента станка PC-50 |

Радиально-сверлильные моделей РС-63, РС-80
Станки радиально-сверлильные моделей РС-63, РС-80 предназначены для обработки отверстий в средних и крупных деталях. На станках можно выполнять следующие виды работ: сверление, растачивание, зенкерование, зенкование, подрезка торца и нарезание резьбы в различных видах металлических и неметаллических деталей малых и средних размеров. Станки применяются в индивидуальном, мелкосерийном и серийном производстве.
Конструктивные особенности станков.
Станки имеют следующие конструктивные особенности, определяющие их преимущества по производительности, качеству и экономичности:
- отшлифованные зубчатые венцы пиноли обеспечивают легкий ход с минимальным износом;
- сверлильная головка перемещается по закаленным и отшлифованным направляющим;
- привод подачи станка всего оснащен системой аварийной остановки при перегрузках;
- регулируемый упор глубины сверления со шкалой и нониусом;
- система подачи СОЖ с интегрированной в основание емкостью;
- диаметр сверления до 63-80 мм, большой вылет и компактные размеры;
- гидравлический регулятор числа оборотов шпинделя и скорости подачи, обеспечивает простое управление и безопасную эксплуатацию;
- вращение сверлильного шпинделя производится через многодисковое зацепление, что делает легким переключение направления вращения и производит щадящее воздействие на заготовку;
- независимый ручной зажим сверлильной головки и консоли;
- удобное расположение элементов управления облегчает работу оператора и позволяет освоить работу на станке за короткое время;
- при вертикальном перемещении консоли колонна и головка остаются неподвижными;
- радиальная подача и точное позиционирование происходит через центральный маховик;
оператор может включить поворот консоли, при этом обе оси фиксируются одновременно в выбранном положении рычагом зажима сверлильной головки.
Технические характеристики станков
|
Модель станка |
РС-63 |
РС-80 |
|
Наименование параметра |
Значение |
|
|
Диаметр сверления в стали, мм |
63 |
80 |
|
Макс. глyбинa cвepлeния, мм |
400 |
450 |
|
Рабочая зона |
||
|
Габариты базовой плиты станка, мм |
2900x1250x250 |
3530x1400x300 |
|
Габариты коробчатого стола, мм |
950x630x500 |
1000x800x560 |
|
Ход сверлильной головки по рукаву, мм |
1600 |
2000 |
|
Высота подъема консоли, мм |
1200 |
1450 |
|
Расстояние от торца шпинделя до поверхности стола, мм |
400 -1600 |
550 - 2000 |
|
Расстояние от оси шпинделя до колонны, мм |
450 - 2050 |
500 - 2500 |
|
Диаметр колонны, мм |
450 |
550 |
|
Главный шпиндель |
||
|
Мощность двигателя гл. привода, кВт |
5,5 |
7,5 кВт |
|
Диапазон частот вращения шпинделя, об/мин |
20 - 1600 |
16 - 1250 |
|
Количество поддиапазонов частот вращения шпинделя |
16 |
16 |
|
Конус шпинделя |
MT 5 |
MК6 (МТ6) |
|
Подача |
||
|
Диапазон подач, мм/об |
0,04 - 3,2 |
0,04 - 3,2 |
|
Количество подач |
16 |
16 |
|
Мощность двигателя подач, кВт |
2 |
3 |
|
Прочие характеристики |
||
|
Габариты, мм |
3110x1250x3150 |
3730x1400x3790 |
|
Вес (БРУТТО/НЕТТО), кг |
7000 |
15000/11000 |

Радиально-сверлильный модели РС-32

Станок радиально-сверлильный модели РС-32 предназначен для обработки отверстий в средних и крупных деталях. На станке можно выполнять следующие виды работ: сверление, растачивание, зенкерование, зенкование, подрезка торца и нарезание резьбы в различных видах металлических и неметаллических деталей малых и средних размеров. Станок применяется в индивидуальном, мелкосерийном и серийном производстве.
Конструктивные особенности станка.
Станок имеет следующие конструктивные особенности, определяющие его преимущества по производительности, качеству и экономичности:
- отшлифованные зубчатые венцы пиноли обеспечивают легкий ход с минимальным износом;
- сверлильная головка перемещается по закаленным и отшлифованным направляющим;
- привод подачи станка всего оснащен системой аварийной остановки при перегрузках;
- регулируемый упор глубины сверления со шкалой и нониусом;
- система подачи СОЖ с интегрированной в основание емкостью;
- диаметр сверления до 32 мм, большой вылет и компактные размеры;
- гидравлический регулятор числа оборотов шпинделя и скорости подачи, обеспечивает простое управление и безопасную эксплуатацию;
- вращение сверлильного шпинделя производится через многодисковое зацепление, что делает легким переключение направления вращения и производит щадящее воздействие на заготовку;
- независимый ручной зажим сверлильной головки и консоли;
- удобное расположение элементов управления облегчает работу оператора и позволяет освоить работу на станке за короткое время;
- при вертикальном перемещении консоли колонна и головка остаются неподвижными;
- радиальная подача и точное позиционирование происходит через центральный маховик;
- оператор может включить поворот консоли, при этом обе оси фиксируются одновременно в выбранном положении рычагом зажима сверлильной головки.
Технические характеристики станка модели РС-32
|
Наименование параметра |
Значение |
|
Диаметр сверления в стали, мм |
32 |
|
Рабочая зона |
|
|
Габариты базовой плиты станка, мм |
1370x700x160 |
|
Габариты коробчатого стола, мм |
400x400x350 |
|
Ход пиноли, мм |
240 |
|
Расстояние от оси шпинделя до колонны, мм |
320 - 820 |
|
Расстояние от торца шпинделя до поверхности стола, мм |
120 - 860 |
|
Диаметр колонны, мм |
200 |
|
Главный шпиндель |
|
|
Мощность двигателя гл. привода |
1,5 кВт |
|
Диапазон частот вращения шпинделя, об/мин |
75 - 1220 |
|
Количество поддиапазонов частот вращения шпинделя |
6 |
|
Конус шпинделя |
MK 4 / MT 4 |
|
Подача |
|
|
Диапазон подач шпинделя, мм/об |
0,1 - 0,25 |
|
Количество подач шпинделя |
3 |
|
Прочие характеристики |
|
|
Габариты, мм |
1407x720x1885 |
|
Вес, кг |
1425 |

Установки индукционного нагрева серии УИН универсального применения
Потрясающая производительность УИН
Автоматическая регулировка частоты обеспечивает оптимальную выходную мощность на протя-жении всех циклов нагрева. Выходную мощность можно регулировать вручную или при помощи
стандартных внешних сигналов управления. Удобство использования, небольшая занимаемая
площадь влияют на производительность оборудования.
УИН улучшает качество
Полностью микропроцессорное управление генератором позволяет установить необходимоезначение выходной мощности, обеспечить плавное регулирование температуры по программе.
Так обеспечивается повторяемость циклов нагрева.
УИН является экологически чистым
Нет ни пламени, ни газа и практически нет излучения - рабочее место будет более чистым и ком-фортным, делая работу оператора более продуктивной. Мы также уделяем внимание и защите
окружающей среды.
УИН позволяет сделать больше
Гибкость и универсальность в применении УИН позволяют выполнять практически любые задачииндукционного нагрева. Мощность установок 30...300кВт, выходная частота 8...50кГц.
УИН снижает ваши затраты
Точное дозирование мощности, нагрев в строго определенном месте - вы получите правильныйрезультат с первого раза. Брак, отходы, перерасход энергии сводятся к минимуму.

Станок закалочный
СЗВ-0302 (1002, 1004, 2004, 3004)
Станок закалочный СЗВ представляет собой универсальный станок для вертикальной закалки непрерывно-
последовательным способом тел вращения (валов, втулок, колец, колес, шестерён с малым модулем).
Являясьсовременным решением в области индукционного нагрева, станок обеспечивает высокую производительность, повторяемость результатов и постоянную готовность к работе.Базовой частью станка является механизированная система, которая обеспечивает фиксацию об-
рабатываемой детали и необходимые технологические и вспомогательные перемещения. Фикса-
ция заготовки в центрах установки осуществляется верхним подвижным центром.
Нагрев производится индукционной установкой УИН с помощью комплекта индукторов различной
формы. Мощность и рабочая частота установки выбираются исходя из ассортимента нагревае-
мых изделий и назначения станка. В конструкции индуктора предусмотрены быстроразъемные
соединения, что позволяет проводить переоснастку станка под другой типоразмер изделия в ко-
роткое время.
Современный промышленный контроллер, управляющий оборудованием, позволяет добиться
высокой повторяемости процесса закалки однотипных изделий, а так же позволяет производить
закалку деталей сложной формы и с большим количеством участков закалки.
Станок отличает повышенная жесткость конструкции, виброустойчивость, высокий ресурс наряду
с простотой в обслуживании. При изготовлении применяются комплектующие только российского
и европейского производства.